Технология изготовления кристаллов полупроводниковых интегральных микросхем
Как делают микросхемы
тобы понять, в чем заключается основное различие между этими двумя технологиями, необходимо сделать краткий экскурс в саму технологию производства современных процессоров или интегральных микросхем.
Как известно из школьного курса физики, в современной электронике основными компонентами интегральных микросхем являются полупроводники p-типа и n-типа (в зависимости от типа проводимости). Полупроводник это вещество, по проводимости превосходящее диэлектрики, но уступающее металлам. Основой полупроводников обоих типов может служить кремний (Si), который в чистом виде (так называемый собственный полупроводник) плохо проводит электрический ток, однако добавление (внедрение) в кремний определенной примеси позволяет радикально изменить его проводящие свойства. Существует два типа примеси: донорная и акцепторная. Донорная примесь приводит к образованию полупроводников n-типа c электронным типом проводимости, а акцепторная к образованию полупроводников p-типа с дырочным типом проводимости. Контакты p- и n-полупроводников позволяют формировать транзисторы основные структурные элементы современных микросхем. Такие транзисторы, называемые КМОП-транзисторами, могут находиться в двух основных состояниях: открытом, когда они проводят электрический ток, и запертом при этом они электрический ток не проводят. Поскольку КМОП-транзисторы являются основными элементами современных микросхем, поговорим о них подробнее.
Как устроен КМОП-транзистор
Простейший КМОП-транзистор n-типа имеет три электрода: исток, затвор и сток. Сам транзистор выполнен в полупроводнике p-типа с дырочной проводимостью, а в областях стока и истока формируются полупроводники n-типов с электронной проводимостью. Естественно, что за счет диффузии дырок из p-области в n-область и обратной диффузии электронов из n-области в p-область на границах переходов p- и n-областей формируются обедненные слои (слои, в которых отсутствуют основные носители зарядов). В обычном состоянии, то есть когда к затвору не прикладывается напряжение, транзистор находится в «запертом» состоянии, то есть не способен проводить ток от истока к стоку. Ситуация не меняется, даже если приложить напряжение между стоком и истоком (при этом мы не принимаем во внимание токи утечки, вызванные движением под воздействием формируемых электрических полей неосновных носителей заряда, то есть дырок для n-области и электронов для p-области).
Однако если к затвору приложить положительный потенциал (рис. 1), то ситуация в корне изменится. Под воздействием электрического поля затвора дырки выталкиваются в глубь p-полупроводника, а электроны, наоборот, втягиваются в область под затвором, образуя обогащенный электронами канал между истоком и стоком. Если приложить к затвору положительное напряжение, эти электроны начинают двигаться от истока к стоку. При этом транзистор проводит ток говорят, что транзистор «открывается». Если напряжение с затвора снимается, электроны перестают втягиваться в область между истоком и стоком, проводящий канал разрушается и транзистор перестает пропускать ток, то есть «запирается». Таким образом, меняя напряжение на затворе, можно открывать или запирать транзистор, аналогично тому, как можно включать или выключать обычный тумблер, управляя прохождением тока по цепи. Именно поэтому транзисторы иногда называют электронными переключателями. Однако, в отличие от обычных механических переключателей, КМОП-транзисторы практически безынерционны и способны переходить из открытого в запертое состояние триллионы раз в секунду! Именно этой характеристикой, то есть способностью мгновенного переключения, и определяется в конечном счете быстродействие процессора, который состоит из десятков миллионов таких простейших транзисторов.
Итак, современная интегральная микросхема состоит из десятков миллионов простейших КМОП-транзисторов. Остановимся более подробно на процессе изготовления микросхем, первый этап которого получение кремниевых подложек.
Шаг 1. Выращивание болванок
Создание таких подложек начинается с выращивания цилиндрического по форме монокристалла кремния. В дальнейшем из таких монокристаллических заготовок (болванок) нарезают круглые пластины (wafers), толщина которых составляет приблизительно 1/40 дюйма, а диаметр 200 мм (8 дюймов) или 300 мм (12 дюймов). Это и есть кремниевые подложки, служащие для производства микросхем.
При формировании пластин из монокристаллов кремния учитывается то обстоятельство, что для идеальных кристаллических структур физические свойства в значительной степени зависят от выбранного направления (свойство анизотропии). К примеру, сопротивление кремниевой подложки будет различным в продольном и поперечном направлениях. Аналогично, в зависимости от ориентации кристаллической решетки, кристалл кремния будет по-разному реагировать на какие-либо внешние воздействия, связанные с его дальнейшей обработкой (например, травление, напыление и т.д.). Поэтому пластина должна быть вырезана из монокристалла таким образом, чтобы ориентация кристаллической решетки относительно поверхности была строго выдержана в определенном направлении.
Как уже отмечалось, диаметр заготовки монокристалла кремния составляет либо 200, либо 300 мм. Причем диаметр 300 мм это относительно новая технология, о которой мы расскажем ниже. Понятно, что на пластине такого диаметра может разместиться далеко не одна микросхема, даже если речь идет о процессоре Intel Pentium 4. Действительно, на одной подобной пластине-подложке формируется несколько десятков микросхем (процессоров), но для простоты мы рассмотрим лишь процессы, происходящие на небольшом участке одного будущего микропроцессора.
Шаг 2. Нанесение защитной пленки диэлектрика (SiO2)
После формирования кремниевой подложки наступает этап создания сложнейшей полупроводниковой структуры.
Для этого в кремний нужно внедрить так называемые донорную и акцепторную примеси. Однако возникает вопрос как осуществить внедрение примесей по точно заданному рисунку-шаблону? Для того чтобы это стало возможным, те области, куда не требуется внедрять примеси, защищают специальной пленкой из диоксида кремния, оставляя оголенными только те участки, которые подвергаются дальнейшей обработке (рис. 2). Процесс формирования такой защитной пленки нужного рисунка состоит из нескольких этапов.
На первом этапе вся пластина кремния целиком покрывается тонкой пленкой диоксида кремния (SiO2), который является очень хорошим изолятором и выполняет функцию защитной пленки при дальнейшей обработке кристалла кремния. Пластины помещают в камеру, где при высокой температуре (от 900 до 1100 °С) и давлении происходит диффузия кислорода в поверхностные слои пластины, приводящая к окислению кремния и к образованию поверхностной пленки диоксида кремния. Для того чтобы пленка диоксида кремния имела точно заданную толщину и не содержала дефектов, необходимо строго поддерживать постоянную температуру во всех точках пластины в процессе окисления. Если же пленкой из диоксида кремния должна быть покрыта не вся пластина, то предварительно на кремниевую подложку наносится маска Si3N4, предотвращающая нежелательное окисление.
Шаг 3. Нанесение фоторезистива
После того как кремниевая подложка покроется защитной пленкой диоксида кремния, необходимо удалить эту пленку с тех мест, которые будут подвергаться дальнейшей обработке. Удаление пленки осуществляется посредством травления, а для защиты остальных областей от травления на поверхность пластины наносится слой так называемого фоторезиста. Термином «фоторезисты» обозначают светочувствительные и устойчивые к воздействию агрессивных факторов составы. Применяемые составы должны обладать, с одной стороны, определенными фотографическими свойствами (под воздействием ультрафиолетового света становиться растворимыми и вымываться в процессе травления), а с другой резистивными, позволяющими выдерживать травление в кислотах и щелочах, нагрев и т.д. Основное назначение фоторезистов создание защитного рельефа нужной конфигурации.
Процесс нанесения фоторезиста и его дальнейшее облучение ультрафиолетом по заданному рисунку называется фотолитографией и включает следующие основные операции: формирование слоя фоторезиста (обработка подложки, нанесение, сушка), формирование защитного рельефа (экспонирование, проявление, сушка) и передача изображения на подложку (травление, напыление и т.д.).
Перед нанесением слоя фоторезиста (рис. 3) на подложку последняя подвергается предварительной обработке, в результате чего улучшается ее сцепление со слоем фоторезиста. Для нанесения равномерного слоя фоторезиста используется метод центрифугирования. Подложка помещается на вращающийся диск (центрифуга), и под воздействием центробежных сил фоторезист распределяется по поверхности подложки практически равномерным слоем. (Говоря о практически равномерном слое, учитывают то обстоятельство, что под действием центробежных сил толщина образующейся пленки увеличивается от центра к краям, однако такой способ нанесения фоторезиста позволяет выдержать колебания толщины слоя в пределах ±10%.)
Шаг 4. Литография
После нанесения и сушки слоя фоторезиста наступает этап формирования необходимого защитного рельефа. Рельеф образуется в результате того, что под действием ультрафиолетового излучения, попадающего на определенные участки слоя фоторезиста, последний изменяет свойства растворимости, например освещенные участки перестают растворяться в растворителе, которые удаляют участки слоя, не подвергшиеся освещению, или наоборот освещенные участки растворяются. По способу образования рельефа фоторезисты делят на негативные и позитивные. Негативные фоторезисты под действием ультрафиолетового излучения образуют защитные участки рельефа. Позитивные фоторезисты, напротив, под воздействием ультрафиолетового излучения приобретают свойства текучести и вымываются растворителем. Соответственно защитный слой образуется в тех участках, которые не подвергаются ультрафиолетовому облучению.
Для засветки нужных участков слоя фоторезиста используется специальный шаблон-маска. Чаще всего для этой цели применяются пластинки из оптического стекла с полученными фотографическим или иным способом непрозрачными элементами. Фактически такой шаблон содержит рисунок одного из слоев будущей микросхемы (всего таких слоев может насчитываться несколько сотен). Поскольку этот шаблон является эталоном, он должен быть выполнен с большой точностью. К тому же с учетом того, что по одному фотошаблону будет сделано очень много фотопластин, он должен быть прочным и устойчивым к повреждениям. Отсюда понятно, что фотошаблон весьма дорогая вещь: в зависимости от сложности микросхемы он может стоить десятки тысяч долларов.
Ультрафиолетовое излучение, проходя сквозь такой шаблон (рис. 4), засвечивает только нужные участки поверхности слоя фоторезиста. После облучения фоторезист подвергается проявлению, в результате которого удаляются ненужные участки слоя. При этом открывается соответствующая часть слоя диоксида кремния.
Несмотря на кажущуюся простоту фотолитографического процесса, именно этот этап производства микросхем является наиболее сложным. Дело в том, что в соответствии с предсказанием Мура количество транзисторов на одной микросхеме возрастает экспоненциально (удваивается каждые два года). Подобное возрастание числа транзисторов возможно только благодаря уменьшению их размеров, но именно уменьшение и «упирается» в процесс литографии. Для того чтобы сделать транзисторы меньше, необходимо уменьшить геометрические размеры линий, наносимых на слой фоторезиста. Но всему есть предел сфокусировать лазерный луч в точку оказывается не так-то просто. Дело в том, что в соответствии с законами волновой оптики минимальный размер пятна, в который фокусируется лазерный луч (на самом деле это не просто пятно, а дифракционная картина), определяется кроме прочих факторов и длиной световой волны. Развитие литографической технологии со времени ее изобретения в начале 70-х шло в направлении сокращения длины световой волны. Именно это позволяло уменьшать размеры элементов интегральной схемы. С середины 80-х в фотолитографии стало использоваться ультрафиолетовое излучение, получаемое с помощью лазера. Идея проста: длина волны ультрафиолетового излучения меньше, чем длина волны света видимого диапазона, следовательно, возможно получить и более тонкие линии на поверхности фоторезиста. До недавнего времени для литографии использовалось глубокое ультрафиолетовое излучение (Deep Ultra Violet, DUV) с длиной волны 248 нм. Однако когда фотолитография перешагнула границу 200 нм, возникли серьезные проблемы, впервые поставившие под сомнение возможность дальнейшего использования этой технологии. Например, при длине волны меньше 200 мкм слишком много света поглощается светочувствительным слоем, поэтому усложняется и замедляется процесс передачи шаблона схемы на процессор. Подобные проблемы побуждают исследователей и производителей искать альтернативу традиционной литографической технологии.
Новая технология литографии, получившая название ЕUV-литографии (Extreme UltraViolet сверхжесткое ультрафиолетовое излучение), основана на использовании ультрафиолетового излучения с длиной волны 13 нм.
Переход с DUV- на EUV-литографию обеспечивает более чем 10-кратное уменьшение длины волны и переход в диапазон, где она сопоставима с размерами всего нескольких десятков атомов.
Применяемая сейчас литографическая технология позволяет наносить шаблон с минимальной шириной проводников 100 нм, в то время как EUV-литография делает возможной печать линий гораздо меньшей ширины до 30 нм. Управлять ультракоротким излучением не так просто, как кажется. Поскольку EUV-излучение хорошо поглощается стеклом, то новая технология предполагает использование серии из четырех специальных выпуклых зеркал, которые уменьшают и фокусируют изображение, полученное после применения маски (рис. 5 , , ). Каждое такое зеркало содержит 80 отдельных металлических слоев толщиной примерно в 12 атомов.
Шаг 5. Травление
После засвечивания слоя фоторезиста наступает этап травления (etching) с целью удаления пленки диоксида кремния (рис. 8).
Часто процесс травления ассоциируется с кислотными ваннами. Такой способ травления в кислоте хорошо знаком радиолюбителям, которые самостоятельно делали печатные платы. Для этого на фольгированный текстолит лаком, выполняющим функцию защитного слоя, наносят рисунок дорожек будущей платы, а затем опускают пластину в ванну с азотной кислотой. Ненужные участки фольги стравливаются, обнажая чистый текстолит. Этот способ имеет ряд недостатков, главный из которых невозможность точно контролировать процесс удаления слоя, так как слишком много факторов влияют на процесс травления: концентрация кислоты, температура, конвекция и т.д. Кроме того, кислота взаимодействует с материалом по всем направлениям и постепенно проникает под край маски из фоторезиста, то есть разрушает сбоку прикрытые фоторезистом слои. Поэтому при производстве процессоров используется сухой метод травления, называемый также плазменным. Такой метод позволяет точно контролировать процесс травления, а разрушение вытравливаемого слоя происходит строго в вертикальном направлении.
При использовании сухого травления для удаления с поверхности пластины диоксида кремния применяется ионизированный газ (плазма), который вступает в реакцию с поверхностью диоксида кремния, в результате чего образуются летучие побочные продукты.
После процедуры травления, то есть когда оголены нужные области чистого кремния, удаляется оставшаяся часть фотослоя. Таким образом, на кремниевой подложке остается рисунок, выполненный диоксидом кремния.
Шаг 6. Диффузия (ионная имплантация)
Напомним, что предыдущий процесс формирования необходимого рисунка на кремниевой подложке требовался для того, чтобы создать в нужных местах полупроводниковые структуры путем внедрения донорной или акцепторной примеси. Процесс внедрения примесей осуществляется посредством диффузии (рис. 9) равномерного внедрения атомов примеси в кристаллическую решетку кремния. Для получения полупроводника n-типа обычно используют сурьму, мышьяк или фосфор. Для получения полупроводника p-типа в качестве примеси используют бор, галлий или алюминий.
Для процесса диффузии легирующей примеси применяется ионная имплантация. Процесс имплантации заключается в том, что ионы нужной примеси «выстреливаются» из высоковольтного ускорителя и, обладая достаточной энергией, проникают в поверхностные слои кремния.
Итак, по окончании этапа ионной имплантации необходимый слой полупроводниковой структуры создан. Однако в микропроцессорах таких слоев может насчитываться несколько. Для создания очередного слоя на полученном рисунке схемы выращивается дополнительный тонкий слой диоксида кремния. После этого наносятся слой поликристаллического кремния и еще один слой фоторезиста. Ультрафиолетовое излучение пропускается сквозь вторую маску и высвечивает соответствующий рисунок на фотослое. Затем опять следуют этапы растворения фотослоя, травления и ионной имплантации.
Шаг 7. Напыление и осаждение
Наложение новых слоев осуществляется несколько раз, при этом для межслойных соединений в слоях оставляются «окна», которые заполняются атомами металла; в результате на кристалле создаются металлические полоски проводящие области. Таким образом в современных процессорах устанавливаются связи между слоями, формирующими сложную трехмерную схему. Процесс выращивания и обработки всех слоев длится несколько недель, а сам производственный цикл состоит из более чем 300 стадий. В результате на кремниевой пластине формируются сотни идентичных процессоров.
Чтобы выдержать воздействия, которым подвергаются пластины в процессе нанесения слоев, кремниевые подложки изначально делаются достаточно толстыми. Поэтому, прежде чем разрезать пластину на отдельные процессоры, ее толщину уменьшают на 33% и удаляют загрязнения с обратной стороны. Затем на тыльную сторону подложки наносят слой специального материала, улучшающего крепление кристалла к корпусу будущего процессора.
Шаг 8. Заключительный этап
По окончании цикла формирования все процессоры тщательно тестируются. Затем из пластины-подложки с помощью специального устройства вырезаются конкретные, уже прошедшие проверку кристаллы (рис. 10).
Каждый микропроцессор встраивается в защитный корпус, который также обеспечивает электрическое соединение кристалла микропроцессора с внешними устройствами. Тип корпуса зависит от типа и предполагаемого применения микропроцессора.
После запечатывания в корпус каждый микропроцессор повторно тестируется. Неисправные процессоры отбраковывают, а исправные подвергают нагрузочным испытаниям. Затем процессоры сортируют в зависимости от их поведения при различных тактовых частотах и напряжениях питания.
Перспективные технологии
Технологический процесс производства микросхем (в частности, процессоров) рассмотрен нами весьма упрощенно. Но даже такое поверхностное изложение позволяет понять технологические трудности, с которыми приходится сталкиваться при уменьшении размеров транзисторов.
Однако, прежде чем рассматривать новые перспективные технологии, ответим на поставленный в самом начале статьи вопрос: что же такое проектная норма технологического процесса и чем, собственно, отличается проектная норма 130 нм от нормы 180 нм? 130 нм или 180 нм это характерное минимальное расстояние между двумя соседними элементами в одном слое микросхемы, то есть своеобразный шаг сетки, к которой осуществляется привязка элементов микросхемы. При этом совершенно очевидно, что, чем меньше этот характерный размер, тем больше транзисторов можно разместить на одной и той же площади микросхемы.
В настоящее время в производстве процессоров Intel используется 0,13-микронный технологический процесс. По этой технологии изготавливают процессор Intel Pentium 4 с ядром Northwood, процессор Intel Pentium III с ядром Tualatin и процессор Intel Celeron. В случае применения такого технологического процесса полезная ширина канала транзистора составляет 60 нм, а толщина оксидного слоя затвора не превышает 1,5 нм. Всего же в процессоре Intel Pentium 4 размещается 55 млн. транзисторов.
Наряду с увеличением плотности размещения транзисторов в кристалле процессора, 0,13-микронная технология, пришедшая на смену 0,18-микронной, имеет и другие нововведения. Во-первых, здесь используются медные соединения между отдельными транзисторами (в 0,18-микронной технологии соединения были алюминиевыми). Во-вторых, 0,13-микронная технология обеспечивает более низкое энергопотребление. Для мобильной техники, например, это означает, что энергопотребление микропроцессоров становится меньше, а время работы от аккумуляторной батареи больше.
Ну и последнее нововведение, которое было воплощено при переходе на 0,13-микронный технологический процесс это использование кремниевых пластин (wafer) диаметром 300 мм. Напомним, что до этого большинство процессоров и микросхем изготовлялись на основе 200-миллиметровых пластин.
Увеличение диаметра пластин позволяет снизить себестоимость каждого процессора и увеличить выход продукции надлежащего качества. Действительно, площадь пластины диаметром 300 мм в 2,25 раза больше площади пластины диаметром 200 мм, соответственно и количество процессоров, получаемых из одной пластины диаметром 300 мм, в два с лишним раза больше.
В 2003 году ожидается внедрение нового технологического процесса с еще меньшей проектной нормой, а именно 90-нанометрового. Новый технологический процесс, по которому корпорация Intel будет производить большую часть своей продукции, в том числе процессоры, наборы микросхем и коммуникационное оборудование, был разработан на опытном заводе D1C корпорации Intel по обработке 300-миллиметровых пластин в г.Хиллсборо (шт.Орегон).
23 октября 2002 года корпорация Intel объявила об открытии нового производства стоимостью 2 млрд. долл. в Рио-Ранчо (шт.Нью-Мексико). На новом заводе, получившем название F11X, будет применяться современная технология, по которой будут производиться процессоры на 300-мм подложках с использованием технологического процесса с проектной нормой 0,13 микрон. В 2003 году завод будет переведен на технологический процесс с проектной нормой 90 нм.
Кроме того, корпорация Intel уже заявила о возобновлении строительства еще одного производственного объекта на Fab 24 в Лейкслипе (Ирландия), который предназначен для изготовления полупроводниковых компонентов на 300-миллиметровых кремниевых подложках с 90-нанометровой проектной нормой. Новое предприятие общей площадью более 1 млн. кв. футов с особо чистыми помещениями площадью 160 тыс. кв. футов предполагается ввести в строй в первой половине 2004 года, и на нем будет работать более тысячи сотрудников. Стоимость объекта составляет около 2 млрд. долл.
В 90-нанометровом процессе применяется целый ряд передовых технологий. Это и самые маленькие в мире серийно изготавливаемые КМОП-транзисторы с длиной затвора 50 нм (рис. 11), что обеспечивает рост производительности при одновременном снижении энергопотребления, и самый тонкий оксидный слой затвора среди всех когда-либо производившихся транзисторов всего 1,2 нм (рис. 12), или менее 5 атомарных слоев, и первая в отрасли реализация высокоэффективной технологии напряженного кремния.
Из перечисленных характеристик в комментариях нуждается, пожалуй, лишь понятие «напряженного кремния» (рис. 13). В таком кремнии расстояние между атомами больше, чем в обычном полупроводнике. Это, в свою очередь, обеспечивает более свободное протекание тока, аналогично тому, как на дороге с более широкими полосами движения свободнее и быстрее движется транспорт.
В результате всех нововведений на 10-20% улучшаются рабочие характеристики транзисторов, при увеличении затрат на производство всего на 2%.
Кроме того, в 90-нанометровом технологическом процессе используется семь слоев в микросхеме (рис. 14), что на один слой больше, чем в 130-нанометровом технологическом процессе, а также медные соединения.
Все эти особенности в сочетании с 300-миллиметровыми кремниевыми подложками обеспечивают корпорации Intel выигрыш в производительности, объемах производства и себестоимости. В выигрыше оказываются и потребители, поскольку новый технологический процесс Intel позволяет продолжить развитие отрасли в соответствии с законом Мура, вновь и вновь повышая производительность процессоров.
Вариант № 2
1 Материал: ситалл СТ – 50.
2 Размеры заготовки: 60 ´ 48 мм.
3 Тип и размер платы: № 5, 24 ´ 30 мм.
4 Толщина платы: L = 0.35 мм.
5 Годовой план: N = 600000.
6 Выход годного по обработке: V 1 = 81 %.
7 Выход годного: V 2 = 92 %.
Введение
1. Технология получения ситалла
2. Технология получения подложек
2.1 Резка слитков на пластины
2.2 Шлифовка и полировка
2.3 Расчёт
3. Технология получения плат
3.1 Скрайбирование
3.2 Ломка пластин на платы
3.3 Расчёт
Список используемой литературы
Введение
К настоящему времени микроэлектроника сформировалась как генеральное схемотехническое и конструктивно-технологическое направление в создании средств вычислительной техники, радиотехники и автоматики. Микроэлектроника является важнейшим направлением в создании средств вычислительной техники, радиотехники и автоматики.
Основополагающая идея микроэлектроники-конструктивная интеграция элементов электронной схемы - объективно приводит к интеграции схемотехнических, конструкторских и технологических решений, которая выражается в тесной взаимосвязи и взаимообусловленности всех этапов проектирования интегральной микросхемы (ИМС). При этом главным связующим звеном всех этапов проектирования является задача обеспечения высокой надежности ИМС.
Конструктор определяет оптимальную топологию, выбирает материалы и технологические методы, обеспечивающие надежные электрические соединения, а также защиту от окружающей среды и механических воздействий с учетом технологических возможностей и ограничений. Подбирается наилучшая структура технологического процесса обработки и сборки, позволяющая максимально использовать отработанные, типовые процессы и обеспечивать высокую производительность труда, минимальные трудоемкость и стоимость с учетом конструкторских требований.
Для обеспечения качества и надежности ИМС должны быть разработаны методы контроля на всех этапах производства, в частности входного контроля основных и вспомогательных материалов и комплектующих изделий, контроля в процессе обработки, межоперационного контроля полуфабрикатов и выходного контроля готовых изделий.
Производство ИМС характеризуется сложными технологическими процессами и рядом дополнительных факторов, полный учет которых невозможен. Это качество основных и вспомогательных материалов, чистота технологических сред, климатические условия производства, степень очистки изделий от загрязнений, побочные эффекты и процессы при выполнении отдельных операций и др. Влияние этих факторов на качество и надежность ИМС обнаруживается на этапе внедрения и отладки технологического процесса. Это требует дополнительных исследований для ослабления или устранения вреда, наносимого этими факторами. Возникает необходимость в разработке новых технологических процессов с целью повышения качества и надежности ИМС, производительности и экономичности производства. Для этого учёные и инженеры должны сконцентрировать свое внимание на развитие техники и технологии, связанных с повышением производительности, и сокращении сроков создания и освоения новой техники.
Создание микросхем начинается с подготовки подложек. Применяют диэлектрические подложки квадратной или прямоугольной формы размерами до 10 см и толщиной 0,5 ...I мм. Подножки должны иметь высокую механическую прочность, хорошую теплопроводность, быть термостойкими, химически инертными к осаждаемым веществам, иметь хорошую адгезию к ним.
Для тонкопленочных микросхем важны гладкая поверхность и отсутствие газовыделения в вакууме. Необходимо, чтобы диэлектрические потери в подложках высокочастотных и СВЧ-микросхем были малы, а диэлектрическая проницаемость слабо зависела от температуры. Основным материалом подложек тонкопленочных микросхем является ситалл - кристаллическая разновидность стекла. Применяется также алюмооксидная керамика - смесь окислов в стекловидной и кристаллической фазах (основные компоненты Al 2 О 3 и SiO 2). Перед нанесением тонких пленок поверхность подложек должна быть тщательно очищена.
Для толстопленочных микросхем используют керамические подложки с относительно шероховатой поверхностью (высота неровностей порядка 1 мкм). Подложка должна обладать повышенной теплопроводностью, так как толстопленочная технология характерна для мощных гибридных микросхем. Поэтому применяют высокоглиноземистые (96 % Al 2 O 3) и бериллиевые (99,5 % BeO) керамики.
Технологический процесс гибридных микросхем можно разделить на два этапа. Первый включает процессы формирования на подложках пассивных пленочных элементов и проводников соединений. В тонкопленочных микросхемах для этой цели применяют операции нанесения тонких пленок. Рисунок формируется непосредственно в процессе нанесения пленок с помощью накладных трафаретов либо в процессе фотолитографии. В толстопленочных микросхемах пассивные элементы создаются методом трафаретной печати. Основными достоинствами толстопленочной технологии являются простота, высокая производительность и малая стоимость, однако размеры элементов получаются значительно больше, а их плотность - существенно ниже, чем в тонкопленочной. В конце первого этапа на подложках формируют матрицу одинаковых структур, каждая из которых соответствует одной микросхеме, т. е. пассивные части микросхем создаются групповыми методами. Последовательность операций первого этапа определяется конкретной структурой гибридной микросхемы (тонко- или толстопленочная, набор пассивных элементов и др.).
Второй этап -
контрольно-сборочный, начинается с контроля пассивных элементов на подложках.
Достаточно большие размеры элементов позволяют осуществлять подгонку их
параметров, например, с помощью лазера. В толстопленочных микросхемах подгонка
обязательна во всех случаях, так как точность воспроизведения параметров
элементов мала. Далее производят разрезание подложек, установку их в корпуса,
монтаж дискретных компонентов, соединение контактных площадок подложек с
выводами корпуса, герметизацию корпуса, контроль и испытания. Контрольно-сборочные
операции индивидуальны для каждой микросхемы и в основном (на 70 ...80 %)
определяют трудоемкость изготовления и стоимость.
1.
Технология получения ситалла
Стремление избавиться от главных недостатков стекла, повысить его устойчивость к механическим и термическим воздействиям привело к созданию за счет управляемой кристаллизации нового стеклокристаллического материала - ситалла.
Ситаллы изготовляют на основе неорганических стекол путем их полной или частичной управляемой кристаллизации. Термин «ситаллы» образован из слов: стекло и кристаллы. По структуре и технологии получения ситаллы занимают промежуточное положение между обычным стеклом и" керамикой. От неорганических стекол они отличаются кристаллическим строением, а от керамических материалов - более мелкозернистой и однородной микрокристаллической структурой. По многим параметрам ситалл превосходит стекло и композиции на основе стекла. Недостатком ситалла является меньшая химическая стойкость - следствие неоднородной структуры и наличия оксидов щелочных металлов. Из-за рассеяния света на границах кристаллитов ситаллы в слое 0,35... 1 мм уже непрозрачны. От керамики ситаллы отличаются хорошей обрабатываемостью, отсутствием пористости, меньшей стоимостью. Ситаллы марок Ст32, Ст38, Ст50 (цифра обозначает значение ТКЛР) в виде полированных пластин толщиной 0,35... 1 мм размером 60Х Х48 мм являются основным материалом подложек тонкопленочных ГИС.
В процессе кристаллизации стекла наиболее существенно изменяются следующие его свойства:
1 Растет механическая прочность, особенно заметно при испытании на изгиб. Причина состоит в том, что поверхностные трещины, наталкиваясь на кристаллиты, не могут развиваться так интенсивно, как в стекле.
2 Повышается нагревостойкость и температура начала деформации, так как диапазон температур размягчение-плавление значительно сужается по сравнению со стеклами.
3 Появляется дополнительное средство регулирования свойств.
Термин «ситаллы» образован из слов: стекло и кристаллы. За рубежом их называют стеклокерамикой, пирокерамами. По структуре и технологии получения ситаллы занимают промежуточное положение между обычным стеклом и керамикой. От неорганических стекол они отличаются кристаллическим строением, а от керамических материалов - более мелкозернистой и однородной микрокристаллической структурой.
Получаются ситаллы путем плавления стекольной шихты специального состава с добавкой нуклеаторов (катализаторов), охлаждения расплава до В состав стекла, применяемого для получения ситаллов, входят окислы Li 2 O, Аl 2 О 3 , SiO 2 , MgO, CaO и др.; кроме того, добавляются катализаторы кристаллизации (нуклеаторы). К ним относятся соли светочувствительных металлов Au, Ag, Си или фтористые и фосфатные соединения, TiO 2 и др. Нуклеаторы добавляют при плавлении стекольной шихты, далее расплав охлаждают до пластичного состояния, а затем формируют из него изделия методами стекольной технологии, после чего производится ситаллизация (кристаллизация).
В зависимости от способа получения ситаллы делятся на фотоситаллы и термоситаллы.
Фотоситаллы получают из стекол литиевой системы с нуклеаторами - коллоидными красителями. В расплавленном стекле (Т пл = 1250 - 1600° С), нуклеаторы находятся в виде ионов, выделяющихся из соответствующих окислов. Центрами кристаллизации являются мельчайшие частицы металлов. Для инициирования фотохимический реакции стекло облучают ультрафиолетовыми или рентгеновскими лучами. При термообработке происходит рост и образование кристаллов вокруг металлических частиц. Одновременно при проявлении (низкотемпературной обработке) материал приобретает определенную окраску.
Процесс кристаллизации происходит в две стадии: вначале при температурах, близких к Т c , происходит образование зародышей кристаллов, которые растут до определенных размеров и вызывают кристаллизацию других фаз в стекле. В результате образуется жесткий кристаллический каркас, препятствующий деформированию изделия и позволяющий вести дальнейший процесс при более высокой температуре (900-1100° С). На этой стадии изделия полностью и равномерно закристаллизовываются.
Термоситаллы получаются из стекол, систем MgO - Al 2 O 3 - SiO 2 , CaO - А1 2 O 3 - SiO 2 и других с добавкой TiO 2 , FeS и т. п. нуклеаторов. Стекломассу подвергают двух ступенчатой термообработке. На первой ступени обработки образуются и растут зародыши кристаллизации, создающие упрочняющий изделие каркас, при температуре равной 500 – 700 градусов Цельсия. На второй ступени при более высокой температуре (900 – 1100 градусов Цельсия) происходит окончательная кристаллизация стекла. Когда процесс ситаллизации закончен, детали охлаждают до комнатной температуры.
Структура ситаллов многофазная, состоит из зерен одной или нескольких кристаллических фаз, скрепленных между собой стекловидной прослойкой. Содержание кристаллической фазы колеблется от 30 до 95%. Размер оптимально развитых кристаллов обычно не превышает 1-2 мкм. По внешнему виду ситаллы могут быть непрозрачными и прозрачными (количество стеклофазы до 40%).
Свойства ситаллов определяются структурой и фазовым составом. Причина ценных свойств ситаллов заключается в их исключительной мелкозернистости, почти идеальной поликристаллической структуре. Свойства ситалла изотропны. В них совершенно отсутствует всякая пористость. Усадка при кристаллизации – до 2 %. Большая абразивная стойкость делает их малочувствительными к поверхностным дефектам. Стеклокристаллические материалы обладают высокой химической устойчивостью к кислотам и щелочам, не окисляются даже при высоких температурах. Они газонепроницаемы и обладают нулевым водопоглощением. Ситаллы относят к хрупким материалам, по твердости они приближаются к стали.
Свойства ситаллов:
1 Плотность 2.3 – 2.8 Мг/ м 3
2 Водопоглощение 0.01%
3 Температурный коэффициент
линейного расширения (12-120) ·10 -7 1/град
4 Удельная теплопроводность 7,4 - 16,9 ккал/(м·ч·град)
5 Температура текучести 750-1350° С.
6 Предел прочности при изгибе 50-260 МПа.
7 Электрическая прочность 25-75 МВ/м
8 Высокая термостойкость 500 - 900° С
Многие ситаллы обладают
высокой химической стойкостью к действию сильных кислот и щелочей. Доступность
сырья и невысокая технология получения обеспечивают невысокую стоимость
изделия. По техническому назначению ситаллы можно подразделить на установочные
и конденсаторные. Установочные ситаллы используют в качестве подножек ГИМ и
дискретных пассивных элементов (н., тонкопленочных резисторов), деталей СВЧ-
приборов и некоторых типов электронных ламп. Достоинством ситалловых
конденсаторов являются повышенная электрическая прочность по сравнению с
керамическими конденсаторами.
2. Технология получения подложек
2.1 Резка слитков на
пластины
Для изготовления микросхем монокристаллический слиток ситалла должен быть разрезан на пластины. Для этого в качестве режущего инструмента применяют металлические диски с внутренней алмазной режущей кромкой (рис. 2.3). Толщина диска "0,1 ... ...0,15 мм. Слиток закрепляется на специальной оправке приклеиванием либо торца, либо цилиндрической поверхности. Способ резки зависит от вида крепления слитка (рис. 2.4,а, б). Режущий инструмент (диск) растягивается и закрепляется в специальном барабане на головке шпинделя станка для резки. Слиток разрезается кромкой с алмазной.крошкой при вращении шпинделя. Частота вращения шпинделя составляет 3000 ... 5000 об./мин. Скорость подачи слитка перпендикулярно оси режущего диска составляет 40... 50 мм/мин (для слитков диаметром более 60 мм-не более 20 ... 30 мм/мин). После отрезания очередной пластины с помощью автоматической системы происходит возврат слитка в исходное положение, а также перемещение его на заданный шаг.
Устройство для закрепления слитка позволяет поворачивать слиток в горизонтальной и вертикальной плоскостях на требуемые углы по отношению к плоскости вращения алмазного диска и тем самым обеспечивает ориентированную резку. Станок снабжен системой подачи воды для охлаждения режущего диска и вымывания отходов резки.
1 Металлический диск
2 Покрытие из алмазной крошки
Рисунок 1 – Диск с
алмазным покрытием для резки монокристаллов.
1 Барабан
3 Алмазное покрытие
4 Оправка
Рисунок 2 – Способы резки слитков.
а) внутренний
б) гребенчатый
1 Дозирующее устройство с абразивной суспензией
3 Головка
4 Пластины
5 Шлифовальщик
Рисунок 3 – Схема
плоскошлифовального станка и расположения головок.
2.2 Шлифовка и
полировка
Поверхность пластин кремния, получаемых после резки, не удовлетворяет требованиям, которые предъявляются к качеству поверхности в планарной технологии. Исследованиями на электронографе установлено наличие приповерхностных слоев, не имеющих монокристаллической структуры. Это механические нарушенные слои, возникающие в результате воздействия абразивного материала, и лежащие под ними слои с большими механическими напряжениями. Толщина нарушенного слоя после резки диском составляет 10…30 мкм в зависимости от скорости вращения диска. А по требованиям технологии производства микронеровности на поверхности не должны превышать 0,02…0,1 мкм.
Шлифовка и полировка пластин производятся на плоскошлифовальных станках (см. рис. 3). В зависимости от типа используемого микропорошка выбирается материал поверхности шлифовальника. Для микропорошков М14…М5, используемых при шлифовке пластин, применяют стеклянный шлифовальник, при полировке алмазными микропорошками – специальные шлифовальники с поверхностью из тканевых материалов. При обработке пластин на рабочий шлифовальник устанавливаются три головки с наклеенными пластинами. Головки удерживаются от перемещения по шлифовальнику специальными направляющими кронштейнами с опорными роликами. За счет силы трения, возникающей между соприкасающимися поверхностями рабочего шлифовальника и головок, последние получают вращение вокруг своих осей. Это вращение головок создает условия для более равномерного шлифования или полирования.
При шлифование микропорошками М14…М5 используют водные суспензии с соотношением воды к абразиву 3: 1. Поэтому в станке для шлифовки предусмотрены мешалка для перемешивания абразивной суспензии и капельница для ее дозирования. При полировке пластин алмазными микропорошками вместо водной суспензии используются смеси, приготовленные на основе масла МВП, или специальные алмазные пасты.
Принята
определенная последовательность операций при механической обработке пластин,
при которой учитывается, что толщина снимаемого слоя на каждой операции должна
превышать толщину нарушенного слоя, образованного на предыдущей операции.
Таблица 1 – Последовательность операций шлифовки и полировки.
При изготовлении пластины шлифуются с двух сторон, а полируются только с рабочей стороны.В целом механическая обработка пластин, удовлетворяющих требованиям технологии, приводит к большим потерям материала.
Важное значение имеет оптимизация процесса механической
обработки с целью снижения временных затрат. Общее время обработки может быть
снижено правильным выбором набора абразивных материалов и числа стадий
обработки.
2.3
Расчёт
1 Определение суммарного припуска на механическую обработку .
Расчётная
формула:
Z = Z гр.шл. + Z т. шл. + Z пр.пол. +
Z ф.пол. (1)
где Z - суммарный припуск на механическую обработку;
Z гр.шл - припуск на грубую шлифовку;
Z т.шл - припуск на точную шлифовку;
Z пр.пол - припуск на предварительную полировку;
Z ф.пол - припуск на финишную полировку.
Данные по припускам берем из таблицы 1:
Z гр.шл =25 мкм;
Z т.шл = 20 мкм;
Z пр.пол = 6 мкм;
Z ф.пол = 5мкм.
Z = 25 + 20 + 9 + 5 = 59 мкм.
2 Определение исходной толщины заготовки.
Расчётная
формула:
L = L + Z (2)
где L =0.35мм,
Z =56 мкм - суммарный припуск на механическую обработку.
L = 0.35 + 0.059 = 0.409 мм.
3 Определение массы заготовки .
Расчётная
формула:
m = ρ · L · S (3)
где ρ = (2.3…3)·10 3 кг/м 3 – плотность ситалла,
m = 3·10 3 · 60 · 48 · 0.409 · 10 -9 = 0.0035 кг.
4 Определение массы платы.
m = ρ · L· S (4)
m = 3·10 3 · 24 · 30 · 0.35 ·
10 -9 = 7.5·10 -4 кг.
3. Технология получения плат
3.1 Скрайбирование
Пластины на отдельные кристаллы разделяют путем скрайбирования и последующей ломки.
Метод скрайбирования заключается в нанесении на поверхность пластины со стороны структур рисок резцом в двух взаимно перпендикулярных направлениях. Риски делают шириной 20 - 40 мкм и глубиной 10 - 15 мкм. Под рисками образуются напряженные области, и при слабом механическом воздействии подножка разламывается по нанесенным рискам.
Механическое скрайбирование.
При механическом скрайбировании отсутствуют пропилы в пластине, ширина риски мала, высока производительность, возможна быстрая переналадка установки с одного размера кристалла на другой. Однако точность геометрических размеров кристаллов после ломки невысока, что обусловлено анизотропией механических свойств монокристаллической пластины (плоскость скола кристалла располагается под углом к исходной плоскости пластины); кроме того, качество ломки зависит от соотношения между шириной и толщиной кристалла. Последнее приобретает особое значение в связи с тенденцией увеличивать диаметр пластин и связанным с этим увеличением их толщины. Это при неизменной глубине рисок приводит к повышению брака на операции ломки. Глубокие риски при механическом скрайбировании получают путем увеличения нагрузки на резец, что сопряжено со значительным снижением стойкости резцов и расширением дефектной зоны, т. е. потерей полезной площади пластины.
В установке для скрайбирования столик с пластиной совершает возвратно-поступательные движения относительно резца. При прямом ходе резец наносит риску по всей длине пластины. При обратном ходе резец приподнимается, пропуская столик с пластиной, а стол осуществляет поперечную подачу на шаг. После нанесения всех рисок в одном направлении столик с пластиной поворачивают на 90° и наносят систему поперечных рисок.
Алмазный резец может заменяться вращающимся алмазным диском с частотой вращения около 20000об./мин. Ширина области разрезания составляет 20-70 мкм.
Достоинства и недостатки механического скрайбирования:
1 Отсутствуют пропилы в пластине.
2 Ширина риски мала.
3 Высокая производительность.
4 Возможность быстрой переналадки установки с одного размера кристалла на другой.
5 Для получения глубоких рисок требуется увеличение нагрузки на резец, что ведет к его износу и увеличению дефектной зоны (теряется полезная площадь пластины).
Лазерное скрайбирование.
Алмазный резец может быть заменен лучом лазера. При воздействии мощного сфокусированного (до 25 мкм) лазерного луча риски образуются испарением узкой полосы. Это позволяет в несколько раз повысить скорость резания по сравнению с механическим скрайбированием. При этом ширина разреза не превышает 30 мкм, а глубина разреза - 100 - 200 мкм. При лазерном скрайбировании можно выполнять многократные проходы (с перефокусировкой) вплоть до полного разделения пластины, что позволяет избежать ломки. Также отсутствуют сколы и микротрещины. Недостатком данного метода является необходимость защиты поверхности от частиц распыляемого материала.
Вспомогательные операции
(установка и ориентация пластины, перефокусировка при повторных резах,
установка режимов резания и др.) должны быть автоматизированы, т. к. скорость
резки высока. Также автоматизация процесса обеспечивает безопасность оператора,
у которого могут быть сильные ожоги из-за попадания луча установки.
3.2 Ломка пластин на
платы
Ломка проскрайбированных пластин - весьма ответственная операция. При неправильном разламывании даже хорошо проскрайбированных пластин возникает брак: царапины, сколы, неправильная геометрическая форма кристаллов и т. п. В процессе ломки пластина лежит рисками вниз на гибкой опоре (резиновая подкладка), а стальные или резиновые валики диаметром 10 - 20 мм с небольшим давлением прокатывают пластину последовательно в двух взаимно перпендикулярных направлениях. Разлом происходит вначале на полоски, а затем на отдельные прямоугольные или квадратные кристаллы. Движение валика должно осуществляться строго параллельно направлению скрайбирования для ломки по нанесенным рискам. Для избежания смещения полосок или отдельных кристаллов относительно друг друга между пластиной и роликом вводят эластичную тонкую пленку, что помогает сохранить исходную ориентацию кристаллов и исключить их произвольное разламывание и царапанье друг о друга. Для ломки проскрайбированных пластин используют различные установки, н., полуавтоматические установки ЭМ-202А, ПЛП-1 и др. Для производства СБИС и пластин диаметром до 150 мм применяют немеханические способы разделения (сквозное анизотропное травление, лазерная резка и т.п.).
1.3 Расчет
1 Определение количества плат.
Расчётная формула:
n = S / (a + c / 2) · (b + c / 2) (5)
где S = 60 · 48 = 2880 мм 2 – площадь заготовки.
а х b = 24 х 30 мм – размеры платы.
c = 15 мкм – ширина риски (используется лазерное скрайбирование)
n = 2880 / (24 + 7.5·10 -3) · (30 + 7.5·10 -3) = 4.
2 Определение расхода материала для выпуска годового плана.
2.1 Определение количества
сборок, запущенных на резку:
2.2 Определение
количества заготовок, запущенных на обработку:
2.3 Определение исходной массы материала:
2.4
Определение полезной массы материала:
M п =N*m
(9)
2.5
Определение коэффициента использования материала:
Заключение
МАРШРУТ ИЗГОТОВЛЕНИЯ МИКРОСХЕМ К425НК1 16. ОПЕРАЦИЯ. НАНЕСЕНИЕ СЛОЯ КОМПАУНДА ОКУНАНИЕМ 18.
Подготовка рабочего места и организация трудового процесса. 2.1 Убедитесь по записи в журнале, что производственная гигиена рабочего места и участка...
Разработка для контроля и определения типа логических интегральных микросхем...
Частности - микросхемы), после изготовления, но до отправки готовой продукции на склад, подвергают их контролю на...
...ограничены выпускающимся ассортиментом микросхем 80-х годов. Длительный процесс смены типа микросхемы и выставляемые вручную...
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОРЛОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «ПТЭиВС»
КУРСОВАЯ РАБОТА
на тему: «Технология изготовления кристаллов полупроводниковых интегральных микросхем »
Дисциплина: «Материаловедение и материалы электронных средств»
Выполнил студент группы 31-Р
Козлов А. Н.
Руководитель Косчинская Е. В.
Орел, 2004
Введение
Часть I. Аналитический обзор
1.1 Интегральные схемы
1.2 Требования к полупроводниковым подложкам
1.3 Характеристика монокристаллического кремния
1.4 Обоснование применения монокристаллического кремния
1.5 Технология получения монокристаллического кремния
1.5.1 Получение кремния полупроводниковой чистоты
1.5.2 Выращивание монокристаллов
1.6 Механическая обработка монокристаллического кремния
1.6.1 Калибровка
1.6.2 Ориентация
1.6.3 Резка
1.6.4 Шлифовка и полировка
1.6.5 Химическое травление полупроводниковых пластин и подложек
1.7 Операция разделения подложек на платы
1.7.1 Алмазное скрайбирование
1.7.2 Лазерное скрайбирование
1.8 Разламывание пластин на кристаллы
Часть II. Расчет
Заключение
Технология изготовления интегральных микросхем представляет собой совокупность механических, физических, химических способов обработки различных материалов (полупроводников, диэлектриков, металлов), в результате которой создается ИС.
Повышение производительности труда обусловлено в первую очередь совершенствованием технологии, внедрением прогрессивных технологических методов, стандартизацией технологического оборудования и оснастки, механизацией ручного труда на основе автоматизации технологических процессов. Значимость технологии в производстве полупроводниковых приборов и ИС особенно велика. Именно постоянное совершенствование технологии полупроводниковых приборов привело на определенном этапе ее развития к созданию ИС, а в дальнейшем - к широкому их производству.
Производство ИС началось примерно с 1959 г. На основе предложенной к этому времени планарной технологии. Основой планарной технологии послужила разработка нескольких фундаментальных технологических методов. Наряду с разработкой технологических методов развитие ИС включало исследования принципов работы их элементов, изобретение новых элементов, совершенствование методов очистки полупроводниковых материалов, проведение их физико-химических исследований с целью установления таких важнейших характеристик, как предельные растворимости примесей, коэффициенты диффузии донорных и акцепторных примесей и др.
За короткий исторический срок современная микроэлектроника стала одним из важнейших направлений научно-технического прогресса. Создание больших и сверхбольших интегральных микросхем, микропроцессоров и микропроцессорных систем позволило организовать массовое производство электронных вычислительных машин высокого быстродействия, различных видов электронной аппаратуры, аппаратуры управления технологическими процессами, систем связи, систем и устройств автоматического управления и регулирования.
Микроэлектроника продолжает развиваться быстрыми темпами, как в направлении совершенствования полупроводниковой интегральной технологии, так и в направлении использования новых физических явлений.
1.6.1 Калибровка
Калибровка монокристаллов полупроводниковых материалов. Обеспечивает придание им строго цилиндрической формы и заданного диаметра. Калибровку монокристаллов полупроводников проводят чаще всего методом круглого шлифования на универсальных круглошлифовальных станках, снабженных алмазным шлифовальным кругом с зернистостью, обозначенной 50/40 (основная фракция 40 мкм, а количество крупной, размером 50 мкм, не более 15%). Перед операцией калибровки к торцам монокристалла наклеечной мастикой приклеивают металлические конуса («центры») таким образом, чтобы их ось совпадала с продольной осью монокристалла.
После калибровки на поверхности монокристалла образуется нарушенный слой глубиной 50...250 мкм в зависимости от скорости продольной подачи. Присутствие его на периферии подложек может вызывать появление сколов, а при последующей высокотемпературной обработке приводить к генерации структурных дефектов, распространяющихся в центральные области подложки. Для снятия нарушенного слоя прошедшие операции калибровки монокристаллы полупроводников подвергают операции химического травления.
6.2 Ориентация
В процессе роста монокристаллов наблюдается несоответствие оси слитка кристаллографической оси. Для получения пластин, ориентированных в заданной плоскости, до резки производят ориентацию слитков. Способы ориентации кристаллов определяются их природой, типом детали и ее функциональным назначением. Оптически изотропные диэлектрики ориентируют для учета влияния технологических свойств кристалла на точность параметров детали. У анизотропных диэлектриков положение преломляющих и отражающих поверхностей детали зависит от требуемого преобразования светового потока. Ориентация полупроводников предусматривает определения кристаллографической плоскости, в которой материал имеет заданные электрические свойства. Ориентацию полупроводников проводят рентгеновскими или оптическими методами.
Рентгеновский метод основан на отражении рентгеновских лучей от поверхности полупроводникового материала. Интенсивность отражения зависит от плотности упаковки атомами данной плоскости. Кристаллографической плоскости, более плотно упакованной атомами, соответствует большая интенсивность отражения лучей. Кристаллографические плоскости полупроводниковых материалов характеризуются определенными углами отражения падающих на них рентгеновских лучей. Величины этих углов для кремния: (111) –17°56", (110) - 30° 12", (100) – 44°23"
Рентгеновский диафрактометрицеский метод основан на измерении угла отражения характеристического рентгеновского излучения от идентифицируемой плоскости. Для этого применяют рентгеновские дифрактометры общего назначения, например типа ДРОН-1,5, или рентгеновские установки, например типа УРС-50И (М), и другие, снабженные рентгеновскими гониометрами и устройствами, обеспечивающими вращение горизонтально располагаемого монокристалла вокруг оси с заданной скоростью.
При проведении измерения падающий на торцевой срез монокристалла рентгеновский луч направляют под брэгговским углом отражения р. Счетчик рентгеновских квантов (Гейгера) располагают под углом 2р к падающему лучу. Если ориентируемая плоскость, например (111), составляет некоторый угол, а с торцевым срезом монокристалла, то отражение от нее можно получить, повернув монокристалл на этот же угол.
Определение угла отражения проводят относительно двух взаимно перпендикулярных осей, одна из которых лежит в плоскости чертежа (рисунок 3)
Рисунок 3 - Схема ориентации монокристаллов полупроводников рентгеновским методом:1-падающий рентгеновский луч; 2- монокристалл; 3 - отраженный рентгеновский луч: 4 - счетчик Гейгера
Оптический метод основан на том, что на протравленной в селективном травителе поверхности полупроводника возникают фигуры травления, конфигурация которых определяется ее кристаллографической ориентацией. На поверхности (111) фигуры травления имеют форму трехгранных пирамид, а на (100)-четырехгранных. При оснащении такой поверхности параллельным пучком света отражающиеся лучи будут образовывать на экране световые фигуры.
В зависимости от того, насколько сильно отклонена плоскость торцевого среза монокристалла от плоскости (hkl), световая фигура, образованная отраженным пучком света, будет находиться ближе или дальше от центра экрана. По величине отклонения световой фигуры от нулевого деления экрана определяют угол отклонения, а плоскости торца монокристалла от плоскости (hkl). Затем, поворачивая монокристалл на 90°, определяют другой угол Р; после выполнения ориентации монокристалла на его торце твердосплавным резцом наносят стрелку, направление которой указывает, в какую сторону от торца монокристалла отклонена требуемая плоскость. Точность ориентации монокристаллов полупроводников рентгеновским методом ± (2...6)", а оптическим ±(15...30)".
1.6.3 Резка
Таблица 2- Сравнительная характеристика абразивных материалов
Алмаз - самый твердый материал. При обработке кремния используются как природные, так и синтетические алмазы, уступающие первым по механическим свойствам. Иногда применяют карбиды бора В 4 С и кремния SiC, а также электрокорунд Al 2 O 3 . В настоящее время при резке слитков кремния на пластины в качестве режущего инструмента применяют металлические диски с внутренней алмазной режущей кромкой .
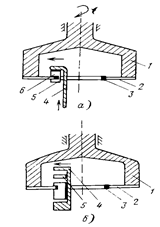
Рисунок 5 - Схема установки для резки алмазным диском: а - внутренний способ резки; б - гребенчатый способ резки (1 - барабан; 2 - диск; 3 - алмазное покрытие; 4 - оправка; 5 - пластина; 6 - слиток)
Поверхность пластин, полученных после резки, не удовлетворяет требованиям, которые предъявляют к качеству поверхности кремния при планарной технологии. С помощью электронографа устанавливают наличие приповерхностных слоев, не имеющих монокристаллической структуры . Толщина нарушенного слоя после резки диском 10 – 30 мкм в зависимости от скорости вращения диска. Поскольку в ИС глубина, на которой располагаются p-n – переходы, составляет единицы и десятые доли микрона, наличие нарушенных слоев толщиной 10 – 30 мкм неприемлемо. Микронеровности на поверхности не должны превышать 0,02 – 0,1 мкм. Кроме того, проведение фотолитографии плоскопараллельности пластин следует поддерживать на уровне ±1 мкм по диаметру пластины вместо 10 мкм после резки.
6.4 Шлифовка и полировка
Для обеспечения требуемого качества поверхности пластин должны быть подвергнуты дальнейшей обработке. Эта обработка состоит в шлифовке и последующей полировке пластин. Шлифовка и полировка пластин производится на плоскошлифовальных прецизионных станках с использованием абразивных материалов с размером зерна около 40 мкм (микропорошки). Чаще всего применяют группы микропорошков с зернами 14 мкм и меньше. В таблице 3 приведены марки и размеры зерен основной фракции используемых микропорошков. Микропорошки М14, М10, М7, М5 изготавливаются из карбидов бора, кремния и электрокорунда, микропорошки марок АСМ – из алмаза.
Таблица 3- Микропорошки для шлифовки и полировки пластин кремния
В зависимости от типа микропорошка выбирается материал поверхности шлифовальщика. При шлифовке пластин микропорошками М14-М15 применяют стеклянный шлифовальщик, при полировке микропорошками АСМ – специальные шлифовальщики с поверхностью из тканевых материалов. При обработке пластин на рабочий шлифовальщик устанавливаются три головки с наклеенными пластинами. Головки удерживаются от перемещения по шлифовальщику специальными направляющими кронштейнами с опорными роликами (рисунок 6). За счет силы трения возникающей между соприкасающимися поверхностями рабочего шлифовальщика и головок, последние вращаются вокруг своих осей. Это вращение головок создает условия для равномерного шлифования или полирования.
Таблица 4 - Характеристики микропорошков
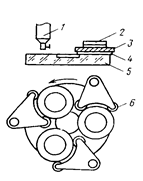
Рисунок 6 - Схема плоскошлифовального станка и расположения головок: 1- дозирующее устройство с абразивной суспензией ; 2- грузы ; 3- головка ; 4- пластины ; 5- шлифовальщик ; 6- направляющий ролик
В целом механическая обработка пластин, удовлетворяющих требованиям планарной технологии, приводит к большим потерям кремния (около 65%).
6.5 Химическое травление полупроводниковых пластин и подложек
Сопровождается удалением поверхностного слоя с механически нарушенной кристаллической структурой, вместе с которым удаляются и имеющиеся на поверхности загрязнения. Травление является обязательной технологической операцией.
Кислотное травление полупроводников в соответствии с химической теорией идет в несколько этапов: диффузия реагента к поверхности, адсорбция реагента поверхностью, поверхностные химические реакции, десорбция продуктов реакции и диффузия их от поверхности.
Травители, для которых самыми медленными, определяющими суммарный процесс травления этапами являются диффузионные, называются полирующими. Они нечувствительны к физическим и химическим неоднородностям поверхности, сглаживают шероховатости, выравнивая микрорельеф. Скорость травления в полирующих травителях существенно зависит от вязкости и перемешивания травителя и мало зависит от температуры.
Травители, для которых самыми медленными стадиями являются поверхностные химические реакции, называются селективными. Скорость травления в селективных травителях зависит от температуры, структуры и кристаллографической ориентации поверхности и не зависит от вязкости и перемешивания травителя. Селективные травители с большой разницей скоростей травления в различных кристаллографических направлениях принято называть анизотропными.
Поверхностные химические реакции при полирующем травлении проходят в две стадии: окисление поверхностного слоя полупроводника и перевод окисла в растворимые соединения. При травлении кремния роль окислителя выполняет азотная кислота:
Фтористоводородная (плавиковая) кислота, входящая в состав травителя, переводит окись кремния в тетрафторид кремния:
Для травления, дающего зеркальную поверхность пластин, используют смесь указанных кислот в соотношении 3:1, температура травления 30...40°С, время травления около 15 с.
Ломка проскрайбированных пластин - весьма ответственная операция. При неправильном разламывании даже хорошо проскрайбированных пластин возникает брак: царапины, сколы, нарушение формы кристаллов и т. п.
7.1 Алмазное скрайбирование
Качество скрайбирования и последующей ломки в значительной степени зависят от состояния рабочей части алмазного резца. Работа резцом в изношенным режущим ребром или вершиной приводит к сколам при скрайбировании и некачественной ломке. Обычно скрайбирование выполняют резцами, изготовленными из натурального алмаза, которые по сравнению с более дешевыми резцами из синтетических алмазов имеют большую стоимость. Получили распространение резцы, имеющие режущую часть в форме трехгранной или усеченной четырехгранной пирамиды (рисунок 7, в), режущими элементами которой являются ее ребра.
7.2 Лазерное скрайбирование
При лазерном скрайбировании (рисунок 8) разделительные риски между готовыми структурами создают испарением узкой полосы полупроводникового материала с поверхности пластины во время ее перемещения относительно сфокусированного лазерного луча. Это приводит к образованию в пластине сравнительно глубоких (до 50...100 мкм) и узких (до 25…40 мкм) канавок. Канавка, узкая и глубокая по форме, играет роль концентратора механических напряжений. При разламывании пластины возникающие напряжения приводят к образованию на дне канавки трещин, распространяющихся сквозь всю толщину пластины, в результате чего происходит ее разделение на отдельные кристаллы.
Наряду с созданием глубокой разделительной канавки достоинством лазерного скрайбирования является его высокая производительность (100...200 мм/с), отсутствие на полупроводниковой пластине микротрещин и сколов. В качестве режущего инструмента используют импульсный оптический квантовый генератор с частотой следования импульсов 5...50 кГц и длительностью импульса 0,5 мс.
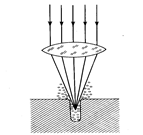
Рисунок 8 - Схема лазерного скрайбирования полупроводниковой пластины
8 Разламывание пластин на кристаллы
Разламывание пластин на кристаллы после скрайбирования осуществляется механически, приложив к ней изгибающий момент. Отсутствие дефектов кристаллов зависит от приложенного усилия, которое зависит от соотношения габаритных размеров и толщины кристаллов.
Рисунок 10 - Разламывание полупроводниковой пластины прокатыванием между валиками: 1 - пластина; 2 - упругий валик; 3 - защитная пленка; 4 - стальной валик; 5 - пленка-носитель
Пластину 1, расположенную рисками вверх, прокатывают между двумя цилиндрическими валиками: верхним упругим (резиновым) 2 и нижним стальным 4. Для сохранения первоначальной ориентации кристаллов пластину закрепляют на термопластичной или адгезионной пленке-носителе 5 и защищают ее рабочую поверхность полиэтиленовой или лавсановой пленкой 3.Расстояние между валиками, определяемое толщиной пластины, устанавливают, перемещая один из них.
При разламывании на сферической опоре (рисунок 11) пластину 2, расположенную между двумя тонкими пластичными пленками, помещают рисками вниз на резиновую диафрагму 3, подводят сверху сферическую опору 1 и с помощью диафрагмы пневмоническим и гидравлическим способами прижимают к ней пластину, которая разламывается на отдельные кристаллы. Достоинствами этого способа являются простота, высокая производительность, (ломка занимает не более 1¸1,5 мин) и одностадийность, а также достаточно высокое качество, т.к. кристаллы не смещаются относительно друг друга.
Таблица 5 - Глубина нарушенного слоя пластин кремния после различных видов механической обработки
Часть II. Расчет
ОПРЕДЕЛЕНИЕ СУММАРНОГО ПРИПУСКА НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Z=Z ГШ +Z ТШ +Z ПП +Z ФП,
где Z – сумма припусков на обработку, Z ГШ – припуск на грубую шлифовку, Z ТШ – припуск на точную шлифовку, Z ПП – припуск на предварительную полировку, Z ФП – припуск на финишную полировку.
m ∑ = ρ* l ∑ * S,
где S – площадь заготовки, ρ= 2,3 г/см
– плотность кремния.m ∑ = 2,3* 10 3 * 696,21* 10 -6 * 0.0177 = 0,0283 кг
Масса обработанной заготовки:
m= 2,3* 10 3 * 550* 10 -6 * 0,0177 = 0,0223 кг
M П = (N* m) / n,
где M П – полезная масса материала.
k ИМ = M П / M,
где k ИМ – коэффициент использования материала.
K ИМ =11,903/16,479 = 0,722
Заключение
В курсовой работе был разработан технологический процесс для изготовления кристаллов полупроводниковых интегральных микросхем из монокристаллического кремния. При этом коэффициент использования материала для рассмотренных производственных условий составил 0,722. Это говорит о том, что технологичность производства находится на довольно высоком уровне, особенно на этапе обработки заготовок, т. к. выход годного по обработке равен 81%. Значение коэффициента использования материала довольно высоко, хотя данный технологический процесс был сравнительно недавно внедрен на производстве.
Список используемой литературы
1. Березин А.С., Мочалкина О.Р.: Технология и конструирование интегральных микросхем. - М. Радио и связь, 1983. - 232 с., ил.
2. Готра З. Ю. Технология микроэлектронных устройств: Справочник. - М.: Радио и связь, 1991. - 528 с.: ил.
3. Коледов Л. А. Технология и конструкции микросхем, микропроцессоров и микросборок: Учебник для вузов. - М.: Радио и связь,1989. - 400 с., ил.
4. Конструирование и технология микросхем. Курсовое проектирование.: под ред. Л. А. Коледова. - М.: Высш. шк., 1984. - 231 с., ил.
5. СтепаненкоИ. П. Основы микроэлектроники: Учебное пособие для вузов. - 2-е изд., перераб. и доп. - М.: Лаборатория Базовых Знаний, 2000 - 488 с., ил.
6. Черняев В. Н. Технология производства интегральных микросхем и микропроцессоров: Учебник ля вузов. - 2-е изд., перераб. и доп. - М.: Радио и связь, 1987. - 464 с.: ил.
Основными технологическими процессами, применяемыми при изготовлении полупроводниковых интегральных микросхем, являются оксидирование, фотолитография, диффузия, эпитаксия, ионное легирование.
Оксидирование кремния. Этот процесс имеет важное значение в технологии изготовления полупроводниковых интегральных микросхем. Диоксид кремния Si0 2 представляет собой стеклообразный оксид, имеющий тот же химический состав, что и кварцевое стекло. Эти оксиды являются хорошей изоляцией для отдельных элементов схемы, служат маской, препятствующей проникновению примесей при диффузии, применяются для защиты поверхности и создания активных диэлектрических элементов (например, в МОП-транзисторах). Они образуют равномерное сплошное покрытие на поверхности кремния, которое легко стравливается и удаляется с локальных участков. Повторное оксидирование обеспечивает защиту P-N -перехода от воздействия окружающей среды. Коэффициенты термического расширения кремния и диоксида кремния близки. Диоксид кремния обладает хорошей адгезией и сравнительно легко создается на поверхности пластины.
В зависимости от метода получения различают термические и анодные оксиды.
Термические оксиды получают при ускоряемых нагревом реакциях кремния с кислородом и другими веществами, содержащими кислород. Такие оксиды имеют толщину ~ 1 мкм и обладают высокой плотностью.
Метод термического оксидирования имеет две разновидности:
1) высокотемпературное оксидирование в потоке сухого кислорода и увлажненных газов;
2) оксидирование в парах воды при высоком давлении (до 50 МПа), при сравнительно невысоких температурах (5ОО...900°С).
Оксидирование в потоке увлажненных газов выполняется по рис.1.8. Пластины кремния помещают в кварцевую трубу, где установлена температура 1100°С. Один конец трубы соединен с увлажнителем (деионизованной водой), через которую пропускают газ (аргон, азот и др.). При отключенном увлажнителе осушенный кислород поступает непосред-ственно в кварцевую трубу. Оксидирование проводится в такой последовательности: предварительная выдержка в сухом кислороде (~15 мин); длительное оксидирование во влажном кислороде (2 ч) и окончательное оксидирование в сухом кислороде. Первая операция дает прочную пленку малой толщины. Термическая обработка в среде влажного кислорода обеспечивает быстрый рост пленки (до 1 мкм), но плотность ее получается недостаточной. Последующая обработка в сухом кислороде приводит к уплотнению пленки и улучшению ее структуры.
Наиболее часто используют толщину оксида, составляющую десятые доли микрометра, а верхний предел по толщине равен 1 мкм. Добавление в оксидированную среду хлорсодержащих компонентов повышает скорость оксидирования и увеличивает напряженность пробоя. Главная роль хлора заключается в превращении случайно попавших в диоксид кремния примесных атомов (калия, натрия и др.) в электрически неактивные.
Окисление кремния в парах воды при высоком давлении осуществляется в камере, внутренняя поверхность которой покрывается золотом или другим инертным металлом во избежание нежелательной реакции. В камеру помещают пластины кремния и определенное количество воды высокой чистоты, которая нагревается до температуры оксидирования (500 ...800°С). Толщина пленки зависит от длительности оксидирования, давления и концентрации паров воды.
На качество оксидной пленки влияет чистота рабочего объема, в котором производится процесс. Попадание даже ничтожного количества примесных атомов может существенно изменить свойства материала исходной заготовки. Наиболее вредное воздействие оказывают примеси меди, коэффициент диффузии которых в кремнии очень велик.
Большое значение имеет предокислительная очистка кремния от загрязнений, приводящих к прерывистости в пленках. Преимущество оксидирования при высоком давлении состоит в возможности снижения температуры процесса без увеличения продолжительности.
Анодное оксидирование кремния имеет две модификации: оксидирование в жидком электролите и в газовой плазме. Процесс анодного оксидирования дает возможность получать оксидные пленки при более низких температурах, что ограничивает пере-распределение примесей в предварительно сформированных диффузионных областях.
Для создания межслойной изоляции процесс оксидирования не применяют, а диэлектрические слои получают осаждением.
Пленки диоксида кремния как защитные слои обладают следующими недостатками: 1) пористостью структуры, что приводит к возможности проникновения водяных паров и некоторых примесей к исходной поверхности кремния; 2) способностью атомов ряда элементов мигрировать сквозь пленку диоксида кремния, что приводит к нестабильности характеристик полупроводниковых приборов.
Фотолитография. Фотолитография представляет собой процесс образования на поверхности диоксида подложки фоторезистивного изображения топологии схемы и последующего переноса его на подложку. По структуре он совпадает с методами, применяемыми при образовании проводников печатных плат. Однако этот процесс имеет свою специфику, обусловленную требованиями высокой разрешающей способности и повышенными требованиями к качеству применяемых материалов и чистоте окружающей среды.
Фоторезисты - тонкие плёнки органических растворов, которые должны обладать свой-ствами после экспонирования ультрафиолетовым светом полимеризоваться и переходить в нерастворимое состояние. Основные требования, предъявляемые к фоторезистам, - высокая разрешающая способность, светочувствительность, устойчивость к воздействию травителей и различных химических растворов, хорошая адгезия с поверхностью изделия.
Под разрешающей способностью фоторезиста понимается число линий, которое можно нанести на один миллиметр поверхности платы с расстоянием между ними, равным их ширине. Разрешающая способность зависит от вида фоторезиста и толщины слоя. При тонких слоях она больше, чем при толстых.
 По способу образования рисунка фоторезисты делятся на негативные и позитивные (рис. 1.9).
По способу образования рисунка фоторезисты делятся на негативные и позитивные (рис. 1.9).
Участки негативного фоторезиста, находящиеся под прозрачными участками фотошаблона, под действием ультрафиолетового света получают свойство не растворяться при проявлении. Участки фоторезиста, расположенные под непрозрачными местами фотошаблона, легко удаляются при проявлении в растворителе. Таким образом создается; рельеф, представляющий собой изображение светлых элементов фотошаблона (рис. 1.9, а).
Негативные фоторезисты изготовляют на основе поливинилового спирта. Их широко применяют вследствие отсутствия токсичных составляющих, приемлемой разрешающей способности (до 50 ли-ний/мм), простоте проявления и низкой стоимости. Недостатком является невозможность хранения более 3...5 ч заготовок с нанесенным слоем, так как послед-ний задубливается и в темноте. Кроме того, с пони-жением влажности и температуры окружающей среды уменьшается механическая прочность светочувствительного слоя и его адгезия с поверхностью.
Позитивный фоторезист под действием облучения изменяет свои свойства таким образом, что при обработке в проявителях растворяются его облученные участки, а необлученные (находящиеся под непрозрачными участками фотошаблона) остаются на поверхности платы (рис. 1.9, б).
Для позитивных фоторезистов применяют материалы на основе диазосоединений, которые состоят из светочувствительной полимерной основы (новолачной смолы), растворителя и некоторых других компонентов. По адгезионной и разрешающей способности они превосходят негативные фоторезисты, но имеют более высокую стоимость и содержат токсичные растворители. Разрешающая способность позитивных фоторезистов составляет до 350 линий/мм. Достоинством позитивного фоторезиста является отсутствие дубления при хранении заготовок с нанесенным светочувствительным слоем.
В технологическом процессе производства ИМС применяют жидкие и сухие фоторезисты.
Жидкие фоторезисты наносят погружением (окунанием), поливом с центрифугированием, накатыванием ребристым роликом и другими способами.
Сухие фоторезисты, получившие более широкое распространение ввиду большей технологичности и простоте применения, представляют собой тонкую структуру из трёх слоёв: оптически прозрачной плёнки (обычно полиэтилентерефталата), светочув-ствительного полимера и защитной лавсановой плёнки. Нанесение их проводится при повышенной температуре с предварительным удалением защитного слоя и приклеиванием фоторезиста. После экспонирования рисунка снимается оптическая плёнка и изображение проявляется в воде. При этом неэкспонированные участки рисунка удаляются.
Высокую разрешающую способность рисунка схемы обеспечивают позитивные фоторезисты. Однако их преимущества не исключают возможности использования негативных фоторезистов, обладающих большей кислотоустойчивостью и простотой проявления.
Основные этапы процесса фотолитографии при реализации контактной печати приведены на рис.1.10.
 Подготовка повер-хности подложки (рис. 1.10,а) существенно влияет на адгезию фоторезиста. Пос-ледний следует наносить сразу же после окисления пластины без каких-либо дополнительных обработок поверхности. Если подложки хранятся более часа, то производится термообработка в сухом кислороде или азоте при t=1000°С в течение нескольких минут. Она позволяет устранить гидрофильность поверхности подложки.
Подготовка повер-хности подложки (рис. 1.10,а) существенно влияет на адгезию фоторезиста. Пос-ледний следует наносить сразу же после окисления пластины без каких-либо дополнительных обработок поверхности. Если подложки хранятся более часа, то производится термообработка в сухом кислороде или азоте при t=1000°С в течение нескольких минут. Она позволяет устранить гидрофильность поверхности подложки.
Нанесение фото-резиста производят цен-трифугированием (рис. 1.10,6). Оптимальная толщина слоя фоторезиста находится в пределах 0,3... 0,8 мкм. При толщине слоя менее 0,2 мкм вероятность появления проколов резко увеличивается, а при толщинах более 1 мкм снижается разрешающая способность процесса, что не дает возможности получать элементы с малыми размерами.
При нанесении фоторезиста необходимо обеспечить однородность слоя (отсутствие пор, инородных частиц и др.) и равномерность его по толщине. Однородность слоя зависит от чистоты исходного фоторезиста, чистоты окружающей среды, режимов и способа сушки. Равномерность толщины слоя зависит от вязкости фоторезиста и режимов его нанесения. Неравномерность слоя по толщине является причиной ухудшения контраст-ности вследствие неполного прилегания фотошаблона к фотослою при экспонировании.
Удаление растворителя из слоя фоторезиста для образования прочной и однородной пленки осуществляется сушкой при t =18... 20°С в течение 15...30 мин, а затем при t=90... 100 °С в течение 30 мин.
Перенос изображения с фотошаблона на пластину, покрытую слоем фоторезиста, реализуется путем экспонирования (рис. 1.10, в). Если процесс фотолитографии повторяется, то необходимо ранее полученный рисунок совместить с рисунком на фотошаблоне. Точность совмещения составляет 0,25... 0,5 мкм. В качестве источника света используют ксеоновые и ртутно-кварцевые лампы.
На качество переноса существенно влияют дифракционные явления, возникающие при наличии зазоров между шаблоном и пластиной. Зазоры возникают вследствие неплоскостности подложки, достигающей 20 мкм. Качество переноса изображения с фотошаблона на слой фоторезиста может быть оценено только после проявления.
Проявление скрытого изображения (рис. 1.10,г) в негативном фоторезисте заключается в удалении участков, находившихся под темными местами фотошаблона. В случае позитивного фоторезиста удаляются облученные участки. Негативные фоторезисты проявляют в органических растворителях (трихлорэтилене и др.), а позитивные- в щелочных растворах. Для улучшения защитных свойств полученный слой сушат при t=100... 120°С, а затем задубливают при t=200... 250°С в течение 30...40 мин.
Требуемый рисунок схемы получают травлением не защищенных фоторезистом участков подложки в смеси азотной и плавиковой кислоты (рис. 1.10,д).
Травление должно обеспечивать полное вытравливание оксидных пленок. При этом встречаются случаи, когда надо одновременно вытравливать оксидные пленки различной толщины. Точность операций травления зависит от точности изготовления негатива и качества фоторезиста. В случае плохой адгезии слоя с поверхностью заготовки плавиковая кислота может проникать под задубленный слой и вытравливать защищенные им участки оксидной пленки. Оставшийся на поверхности слой фоторезиста удаляют в растворителе, в качестве которых применяют органические жидкости и серную кислоту. После набухания пленки фоторезиста удаляют тампоном.
Фотолитография является одним из основных технологических процессов при производстве полупроводниковых микросхем. Ее широкое применение объясняется высокой воспроизводимостью и разрешающей способностью, позволяющей получить рисунок малых размеров, универсальностью и гибкостью метода, высокой производительностью. Недостатком контактной фотолитографии являются быстрый износ фотошаблона и возникновение дефектов на соприкасающихся поверхностях. При контактировании фотошаблон вдавливает в фоторезистивный слой любые частицы (например, пылинки), которые приводят к дефектам в защитном слое фоторезиста.
Пылинка на поверхности фоторезиста может воспрепятствовать его задублению и привести к образованию отверстия («прокола») в оксиде. Такой же эффект может дать пылинка или какие-нибудь темные точки на прозрачной части фотошаблона. Отверстие в за-темненной части фотошаблона может привести к неполному удалению оксидной пленки. Размеры частичек пыли соизмеримы с размерами областей контактных элементов. Их наличие приводит к браку микросхемы.
Вероятность появления дефектов, возникающих вследствие попадания на поверхность кремния нерастворимых частиц пыли и других точечных загрязнений, пропорциональна площади пластины. Наличие таких дефектов ограничивает максимальную величину площади микросхем.
Бесконтактная (проекционная) фотолитография устраняет контакт между фотошаблоном и слоем фоторезиста, что позволяет избежать целого ряда недостатков, присущих контактной фотолитографии.
Метод проекционной печати заключается в проецировании изображения с фотошаблона на покрытую слоем фоторезиста пластину, размещенных на значительном расстоянии друг от друга. Размеры рисунка на фотошаблоне могут быть выполнены в увеличенном масштабе. При этом методе повышаются требования к плоскостности подложек и однородности толщины слоя фоторезиста. Высокие требования предъявляются к объективу, который должен обеспечить нужное разрешение на всем рабочем поле подложки. В настоящее время наилучшее разрешение (0,4 мкм) может быть получено на площади 2x2 мм. Трудности создания объективов, обеспечивающих высокое разрешение на большой площади, препятствуют широкому внедрению метода проекционной фотолитографии.
Фотолитография на микрозазоре сочетает достоинства контактного и проекционного методов фотолитографии. При этом методе между пластиной и фотошаблоном устанавливается зазор в 10... 20 мкм. Такой зазор является достаточно большим, чтобы свести к минимуму явление дифракции, и в то же время достаточно малым, чтобы пренебречь нелинейными искажениями в зазоре при передаче изображения. Промышленное оборудование для экспонирования на микрозазоре значительно сложнее, чем установки для контактного экспонирования.
Диффузия. Это процесс переноса легирующих примесей из областей с большей концентрацией в области с меньшей концентрацией. Если в твердом теле имеется градиент концентрации атомов какого-либо элемента, то создается направленное диффузионное движение, стремящееся выравнить концентрацию этих атомов во всем объеме. Процессы выравнивания концентрации происходят при достаточно высоких температурах, когда резко увеличиваются скорости движения частиц. Они характеризуются коэффициентом диффузии D, который определяется массой вещества, проникающего через единичную площадку за единицу времени при градиенте концентрации, равном единице.
Коэффициент диффузии для определенного материала и диффундирующей примеси в первом приближении зависит только от температуры (экспоненциальная зависимость).
Коэффициент диффузии элементов III группы (В, А1,Iп) в кремний на 1... 1,5 порядка выше, чем элементов V группы (As; P; Sb). Например, коэффициент диффузии бора в кремний при t==1473 К составляет 10,5 см 2 /с, мышьяка - 0,3 см 2 /с.
Процесс диффузии осуществляется в два этапа. На первом этапе из бесконечного источника (газовая фаза) на кристалле создается слой, насыщенный примесью. Этот этап называется загонкой примеси. Он проводится в присутствии кислорода, что способствует образованию на поверхности слоя боросиликатного стекла (для примеси В 2 0 3) или фосфорно-силикатного стекла (для примеси Р 2 О 5). Параметрами процесса загонки являются концентрация диффузанта и кислорода в газе-носителе, скорость газовой смеси и время процесса. На втором этапе примесь подвергается перераспределению. Этот этап называется разгонкой примеси. Она выполняется при t = 800...1000°С в отсутствие внешнего источника примеси. Рабочей атмосферой служит смесь инертного газа с кислородом. Разгонка примеси в глубь пластины сопровождается выращиванием защитной пленки оксида кремния.
Диффузию проводят в диапазоне температур 1100... 1300°С, а с учетом процесса загонки при двухстадийном процессе -1000... 1300°. Ниже 1000 °С значения коэффициентов диффузии очень малы и глубина диффузии незначительна. Выше 1300°С происходят нарушения поверхности пластин под действием высокой температуры.
В качестве источников примеси применяют твердые, жидкие и газообразные соединения. Наиболее часто используют бор и фосфор в виде химических соединений В 2 0 5 , Р 2 О 5 и др.
 Диффузия в пото-ке газа-носителя из твердого источника выполняется в двухзонных установках (рис. 1.11). Источник примесей поме-щают в низкотемпературной зоне, а кремниевые плас-тины - в высокотемператур-ной зоне (1100... 1200°С). Трубу продувают смесью инертного газа с кислоро-дом и после установления температурного режима пластины помещают в рабочую зону. Испаряющи-еся молекулы примеси переносятся газом-носите-лем к пластинам и через слой жидкого стекла попадают на их поверхности. Жидкое стекло защищает поверхности пластин от испарения и попадания посторонних частиц. Недостатки процесса диффузии из твердого источника - сложность установки и трудность регулирования давления паров.
Диффузия в пото-ке газа-носителя из твердого источника выполняется в двухзонных установках (рис. 1.11). Источник примесей поме-щают в низкотемпературной зоне, а кремниевые плас-тины - в высокотемператур-ной зоне (1100... 1200°С). Трубу продувают смесью инертного газа с кислоро-дом и после установления температурного режима пластины помещают в рабочую зону. Испаряющи-еся молекулы примеси переносятся газом-носите-лем к пластинам и через слой жидкого стекла попадают на их поверхности. Жидкое стекло защищает поверхности пластин от испарения и попадания посторонних частиц. Недостатки процесса диффузии из твердого источника - сложность установки и трудность регулирования давления паров.
Диффузия в потоке газа-носителя из жидкого источника проводится на более простой однозонной установке, где возможно получить более широкий интервал значений поверхностных концентраций. Недостаток такого процесса-большая токсичность концентраций.
Диффузия в замкнутом объеме. Такая диффузия обеспечивает хорошую вос-производимость параметров диффузионных слоев. В этом случае пластину кремния и источ-ник примесей помещают в кварцевую ампулу, которую откачивают до давления 10 -3 Па или заполняют инертным газом. Затем ампулу запаивают и помещают в нагревательную печь. Молекулы пара примеси адсорбируются поверхностями полупроводниковой пластины и диффундируют в глубь ее. Такой метод применяют для диффузии бора, сурьмы, мышьяка, фосфора. Эти примеси являются высокотоксичными, а диффузия в ампуле исключает возможность отравления.
Достоинством метода является возможность применения одной печи для диффузии нес-кольких примесей без взаимного их загрязнения, недостатком-низкая производительность и необходимость тщательного ведения процесса загрузки, так как любое вещество, попавшее в ампулу, диффундирует вместе с основной примесью.
При всех способах диффузии необходимо обеспечить равномерное распределение температуры вдоль оси горячей зоны. Если допуск на глубину диффузионного слоя, равен 100%, то достаточно температуру выдерживать с точностью ±5°С. При допуске 20% температуру необходимо выдерживать с точностью ±0,5°С.
Глубина диффузии изменяется от нескольких микрометров (для элементов схемы) до 10 ... 100 мкм для их изоляции. Большая глубина диффузии требует значительного времени (до 60 ч).
Примеси, диффундирующие в кремний через отверстие в оксиде, распространяются в боковых направлениях почти на такую же величину, как и в глубину.
Наиболее распространенными дефектами при диффузии являются отклонения в глубине диффузионного слоя. Причины таких отклонений - пыль и другие частицы, находящиеся на поверхности пластины, а также остатки фоторезиста. Дефекты поверхности и нарушения в кристаллической решетке способствуют более глубокому проникновению диффузанта в материал. Для уменьшения количества таких дефектов необходимо весьма тщательно соблюдать чистоту окружающей среды, материалов и оборудования на подготовительных операциях и в процессе проведения диффузии.
Получение P-N -переходов методами диффузии позволяет в точных пределах контролировать глубину залегания и расположение перехода, концентрацию примесей и др. Недостаток процесса диффузии - невозможность получения четких переходов между областями с различными типами проводимости.
Эпитаксия. Это процесс наращивания слоев с упорядоченной кристаллической структурой путем реализации ориентирующего действия подложки. В производстве интегральных схем применяют два вида эпитаксии: гомоэпитаксию и гетероэпитаксию.
Гомоэпитаксия (автоэпитаксия) - процесс ориентированного наращивания кристалли-ческого вещества, не отличающегося по химическому составу от вещества подложки. Гетероэпитаксия - процесс ориентированного наращивания вещества, отличающегося по химическому составу от материала подложки.
В процессе выращивания эпитаксиальной пленки в нее можно вводить легирующие примеси, создавая полупроводниковые пленки с нужным распределением концентрации и заданным типом проводимости. Благодаря этому удается получить четкие границы между областями с различным типом проводимости.
Наибольшее распространение в настоящее время получил так называемый хлоридный способ получения эпитаксиальных слоев кремния, основанный на восстановлении тетрахлорида кремния. Процесс производится в реакторе, представляющем кварцевую трубу, помещенную в индуктор ВЧ-генератора. Реакторы могут быть горизонтального и вертикального типа.
В горизонтальном реакторе (рис. 1.12) кремниевые пластины размещают на графитовых подставках. Обогрев осуществляется высокочастотным генератором. Перед началом процесса систему заполняют азотом или гелием для удаления воздуха и продувают чистым водородом, который при температуре 1200°С вступает в реакцию с остатками оксидных пленок на поверхности подложек и почти полностью удаляет их. Затем камеру заполняют
смесью НС1 и Н 2 для стравливания с пластины кремния слоя толщиной в несколько микрометров. С помощью операции газового травления удаляются нарушенный слой и остатки Si0 2 . Эпитаксиальные пленки получаются без структурных дефектов. После очистки систему в течение нескольких минут продувают водородом, затем подают SiCl 4 и легирующую примесь. В результате реакции
5iС1 4 (газ) + 2Н 2 (газ) ↔ Si (ТВЁРДОЕ) ↓ + 4НС1 (ГАЗ)
тетрахлорид кремния разлагается, и на кремниевую подложку осаждается кремний, который принимает структуру лежащего под ним слоя. После окончания процесса подложку охлаждают потоком чистого водорода.
Определенные соотношения водорода, хлорида кремния и примесей достигаются путем регулирования скорости подачи и температуры. Обычный расход газа-носителя (водорода) составляет 10 л/мин, а соотношение между количеством Н 2 и SiCl 4 составляет 1000: 1. В эту смесь вводится газообразный диффузант в количестве примерно 300 ч. на 1 000 000 ч. газовой смеси.
В качестве донорной примеси применяют фосфин (РН 3) , а для получения слоя P -типа - диборан (В 2 Н 6) .
Скорость роста эпитаксиальной пленки зависит от расхода SiCl 4 и Н 2 , температуры подложки, количества вводимой примеси и др. Эти переменные, которые можно контролировать достаточно точно, определяют продолжительность процесса.
Наименьшая толщина эпитаксиальной пленки определяется наличием центров кристаллизации. Верхний предел толщины пленки, свободный от дефектов, равен 250 мкм. Наиболее часто толщина эпитаксиальной пленки составляет от 1 до 25 мкм.
Большое влияние на качество эпитаксиального слоя оказывает чистота поверхности подложки и используемых газов. В качестве подложки используют пластины кремния толщиной 150...200 мкм, свободные от структурных дефектов. Допускаемое содержание примесей в газах равно нескольким частям примеси на миллион частей газа.
Контроль полупроводниковых пластин осуществляют после финишного полирования, эпитаксии, оксидирования и диффузии. Он основан на визуальном наблюдении и анализе изображения пластины, сформированного на экране отраженным от поверхности пластины гомоцентрическим пучком видимого света.
Участки пластины с нарушенной структурой вносят возмущения в пучок света, благодаря чему дефекты пластины видны на экране как изменения интенсивности света в изображении пластины, позволяющие оценить ее качество.
Напыление тонких плёнок. Основными методами получения тонких плёнок являются термическое напылние (испарение) в вакууме и ионное распыление.
Термическое напыление в вакууме. Такое напыление основано на свойстве атомов (молекул) металлов и некоторых других материалов при испарении в условиях высокого вакуума перемещаться прямолинейно (лучеобразно) и осаждаться на поверхности, поставленной на пути их движения.
 Установка для напыления в вакууме (рис. 1.13) состоит из плоской плиты 6,
на которой устанавливается стеклянный или металличес-кий колпак 9.
В последнем случае он снабжается смотровым стеклом. На плите предусмотрены два изолированных вакуумплотных вывода 4
для питания испарителя 3.
На некотором расстоянии от испарителя помещается подложка 10,
на которую наносится тонкая пленка. Подложка нагревается и до достижения заданного режима закрыта заслонкой 1.
Установка для напыления в вакууме (рис. 1.13) состоит из плоской плиты 6,
на которой устанавливается стеклянный или металличес-кий колпак 9.
В последнем случае он снабжается смотровым стеклом. На плите предусмотрены два изолированных вакуумплотных вывода 4
для питания испарителя 3.
На некотором расстоянии от испарителя помещается подложка 10,
на которую наносится тонкая пленка. Подложка нагревается и до достижения заданного режима закрыта заслонкой 1.
В соответствии с физическими процессами, происходящими при испарении в вакууме, можно выделить следующие этапы образования пленки: 1) перевод напыляемого материала в парообразное состояние; 2) перенос пара от источника испарения к подложке; 3) конденсация пара на подложке и образование пленки.
Перевод напыляемого материала в парообразное состояние. В области образования паров происходит испарение материала, который нагревается до тех пор, пока давление его паров не превысит давления остаточных газов. При этом наиболее нагретые молекулы, обладающие высокой кинетической энергией, преодолевают силы молекулярного притяжения и отрываются от поверхности расплава. Вследствие резко пониженной теплопередачи в условиях высокого вакуума перегрева подложек не происходит.
Для некоторых материалов условная температура испарения ниже температуры плавления. Например, хром имеет температуру плавления 1800°С, а испаряется при нагревании в вакууме при температуре 1205°С. Переход вещества из твердого состояния в парообразное минуя жидкое называется сублимацией.
Перенос пара от источника испарения к подложке. Область переноса паров составляет 10...20 см. Чтобы траектории молекул испаряемого вещества были прямолинейными, длина свободного пробега молекул остаточного газа должна в 5... 10 раз превышать линейные размеры области переноса паров.
Длина свободного пробега l - расстояние, проходимое молекулой пара вещества без столкновения с молекулами остаточных газов. В высоком вакууме, когда l ³ d (d - расстояние от источника испарения до подложки), молекулы испаряемого вещества пролета-ют расстояние практически без соударений. Такой поток испаряемого вещества называется молекулярным и для его создания необходим вакуум порядка 10-5... 10-6Па.
Конденсация пара на подложке и образование пленки. Конденсация пара зависит от температуры подложки и плотности атомарного потока. Атомы испаряемого вещества адсорбируются на подложке после хаотической миграции по ее поверхности.
По механическим и физическим свойствам тонкие плёнки существенно отличаются от объёмного материала. Например, удельная прочность некоторых плёнок примерно в 200 раз превышает прочность хорошо отожжённых объёмных образцов и в несколько раз - прочность материалов, подвергнутых холодной обработке. Это объясняется мелкокристалличексой структурой и малой пластичностью. Температура испарения металлов лежит в пределах от нескольких сотен градусов (например 430 о С у цезия) до нескольких тысяч (например, 3500 о С у вольфрама). В связи с этим при вакуумном испарении применяют испарители различной конструкции. По способу нагрева вещества испарители разделяют на резистивные, электронные и индукционые.
В резистивных испарителях тепловая энергия получается за счет выделения теплоты при прохождении тока через нагреватель или непосредственно через испаряемый материал. Наиболее часто используют испарители с косвенным подогревом. В этом случае предусматривают специальные подогреватели, при помощи которых испаряемое вещество нагревается до требуемой температуры. Материалом испарителя обычно служит вольфрам, тантал, молибден и др.
Выбор материала подогревателя определяется следующими требованиями: испаряемый материал в расплавленном состоянии должен хорошо смачивать подогреватель, образуя хороший тепловой контакт, и не должен вступать в химическую реакцию с материалом подогревателя. В основном применяют подогреватели из вольфрама, молибдена, тантала.
Резистивные испарители не обеспечивают требуемого состава пленок при испарении сплавов. Вследствие различия в упругости паров различных компонентов состав пленки значительно отличается от исходного материала. Например, напыляемый сплав нихром (80% Ni и 20% Сг) образует на подложке пленку, имеющую состав 60% Ni и 40% Сг. Для получения пленок требуемого состава из многокомпонентных сплавов (например, МЛТ и др.) применяют метод микродозирования или взрывного испарения. При этом методе на ленточный испаритель, нагретый до температуры, превышающей на 200... 300°С температуру испарения наиболее тугоплавкого компонента, подается микродоза порошка испаряемого сплава с размерами частиц 100... 200 мкм. Испарение микродозы происходит практически мгновенно.
В электронных испарителях кинетическая энергия электронов преобразуется в тепловую энергию. Испаряемый материал используется в виде сплошной проволоки, на свободный конец которой воздействует электронный луч. В связи с кратковременностью нагрева (10 -8 ... 10 -9 с) различные компоненты сложного соединения испаряются и осаждаются на подложку практически одновременно. Электронно-лучевой нагрев дает возможность испарять тугоплавкие металлы и их сплавы.
Для повышения стабильности параметров тонкие металлические пленки подвергают термической обработке путем нагревания до t =300... 400° С. При этом происходит укрупнение кристаллов, связь между ними усиливается, пленка получается более плотной и компактной, а удельное электрическое сопротивление уменьшается.
Вакуумное напыление широко применяют для получения резистивных пленок, проводников из меди, алюминия и некоторых других сплавов, диэлектрических покрытий из оксида кремния и др. Основными преимуществами процесса являются высокая чистота получаемой пленки, удобство контроля ее толщины в процессе напыления, простота выполнения. Наиболее существенные недостатки процесса - изменение процентного соотношения составляющих при испарении веществ сложного состава; малая равномерность пленки по толщине при осаждении на большую площадь из точечных источников; трудность испарения тугоплавких материалов; высокая инерционность процесса при использовании резистивных испарителей; сравнительно невысокая прочность сцепления пленки с подложкой.
 Ионное распыление.
Оно основано на явлении разрушения твердых материалов при бомбардировке их поверхности ионизированными молекулами разряженного газа. Процесс не связан с высокими температурами и позволяет получать пленки тугоплавких металлов и сплавов. Различают следующие виды ионного распыления: катодное, ионно-плазменное и магнетронное.
Ионное распыление.
Оно основано на явлении разрушения твердых материалов при бомбардировке их поверхности ионизированными молекулами разряженного газа. Процесс не связан с высокими температурами и позволяет получать пленки тугоплавких металлов и сплавов. Различают следующие виды ионного распыления: катодное, ионно-плазменное и магнетронное.
Катодное распыление («диод-ная» система) (рис. 1.14) производится в ва-куумной камере, где расположены два плоскопараллельных электрода. Один элек-трод (катод) изготовлен из распыляемого материала и является мишенью для бомбар-дировки. Другой электрод (анод) служит подложкой, на которой осаждается пленка. В вакуумной камере создается низкое давление (10 -3. .. 10 -4 Па), после чего заполняется инерт-ным газом (обычно аргоном) при давлении 1 ... 10 Па. При подаче высокого напряжения (1... 3 кВ) между электродами возникает самостоятельный тлеющий газовый разряд, возбуждаемый электронной эмиссией. Катод является источником электронов, необходи-мых для поддержания тлеющего разряда. Электроны движутся к аноду и при столк-новении с молекулами нейтрального газа выбивают новые электроны, что приводит к резкому нарастанию потока электронов. Молекула инертного газа при этом превра-щается из нейтральной в положительный ион, обладающий по сравнению с элек-троном большей массой. Так происходит ионизация газа, который с большим или равным количеством электронов и ионов называют плазмой. Электроны перемещаются к аноду и нейтрализуются. Положительные ионы движутся к другой границе плазмы и ускоряются в темном катодном пространстве, приобретая большие энергии для распыления мишени (катода). Атомы материала мишени с высокой энергией осаждаются на поверхности подложки, которая располагается достаточно близко к катоду. Обычно это расстояние состав-ляет полторы-две длины темного катодного пространства.
Катодное реактивное распыление осуществляется в смеси инертного и активного газов. Оно позволяет получать различные по составу пленки. Разряд в смеси газов «аргон - кислород» применяют для получения оксидов. Реактивное распыление тантала в среде аргона с добавлением кислорода, азота и углерода позволяет получить ряд соединений с самыми различными свойствами.
 Ионно-плазменное распыление (трехэлектродная система) осуществляется при более низких давлениях (рис. 1.15).
Ионно-плазменное распыление (трехэлектродная система) осуществляется при более низких давлениях (рис. 1.15).
В камере создается давление 10 - 3Па и включается накал катода. Затем она заполняется инертным газом при давлении Ю-1Па. Создание газоразрядной плазмы обеспечивается дуговым разрядом, возникающим между анодом и катодом при напряжении в 150... 250 В. Источником электронов служит термокатод. Распыляемый материал (мишень) вводится в газовый разряд в качестве независимого электрода, не связанного с поддержанием разряда. Имитируемые термокатодом элек-троны ускоряются по направлению к аноду и ионизируют по пути молекулы остаточного газа. Плотность образующейся плазмы более чем на порядок превышает плотность плазмы тлеющего разряда. Катод-мишень и подложку помещают на противоположных границах активного плазменного пространства. Распы-ление начинается с того момента, когда к мишени прикладывают отрицательный по отношению к аноду потенциал в 200... 1000 В. Этот потенциал отталкивает электроны и притягивает ионы из плазменного простран-ства. Ионы бомбардируют мишень так же, как в рассмотренном «диодном» варианте. Распыляе-мые атомы, двигаясь преимущественно в направлении, перпендикулярном поверхно-сти, осаждаются на подложке. Распыление при низких давлениях дает возможность получить высокую адгезию пленки с подложкой за счет большей энергии распыляемых частиц. Так как при этом давлении длина свободного пробега молекул составляет несколько сантиметров, то распыляемые атомы на своем пути от мишени до подложки почти не соударяются с молекулами и ионами инертного газа и газовых примесей, что существенно уменьшает степень загрязненности пленки посторонними газовыми включениями. Возможность сокращения расстояния между мишенью и подложками связана с тем, что в триодной системе распыления образование электронов и ионов происходит автономно от мишени.
Недостатками триодной системы являются малый срок службы проволочного катода и разная скорость распыления на отдельных участках плоской мишени.
Высокочастотное ионное распыление применяют для распыления диэлектриков и полупровод-никовых материалов. В процессе обычного распыления проводящих материалов, ударяющихся о катод-мишень, ион нейтрального рабочего газа получает с мишени электрон и разряжается, превращаясь на некоторое время в нейтральную молекулу. Если распыляемый материал мишени- диэлектрик, то нейтрализации ионов на мишени не будет и она быстро покрывается слоем положительных зарядов, препятствующих дальнейшему распылению мишени.
Влияние положительного заряда можно исключить, подавая к металлическому электроду, на котором закреплён распыляемый диэлектрик, переменное напряжение. В период, когда напряжение на мишени отрицательно, происходит её распыление, сопровождаемое накоплением положительного заряда. При смене полярности положительный заряд компенсируется электронами, вытягиваемыми из плазмы. Диэлектрические материалы можно распылять практически на любой частоте.
Министерство образования и науки РФ
Федеральное агентство по образованию
Российский государственный университет нефти и газа им. Губкина
Кафедра ТЭЭП
Домашнее задание №1
по дисциплине: «Физические основы электротехники»
«Интегральные микросхемы»
Выполнил: студент группы АС-10-4 Устиц Руслан
Проверил: доцент Крылова Т.В.
Москва 2012
Общие понятия
Интегральная микросхема (ИМС) – это микроэлектронное устройство, состоящее из множества простейших элементов (транзисторов, диодов, резисторов, конденсаторов), которые соединены между собой по определенной схеме и позволяет реализовать определенную функцию преобразования электрических сигналов.
В наше время совершенствование технологии ИМС является одной из важнейших задач электротехники. Это связано с тем, что информационная и вычислительная техника быстро развивается и с каждым днем необходимы все более совершенные и сложные электрические и электронные приборы. Применение ИМС позволяет уменьшить габариты и потребляемую энергию тех или иных приборов, а также повысить их надежность и быстродействие.
Важными характеристиками интегральных схем являются степень интеграции и плотность упаковки. Степень интеграции характеризует количество элементов в микросхеме, а плотность упаковки обозначает количество элементов микросхемы на единицу объема. В настоящее время девятая степень интеграции является самой большой (В мае 2011 фирмой Altera была выпущена самая большая в мире микросхема, состоящая из 3,9 млрд. транзисторов).
Микросхемы также различают по технологии изготовления: гибридные и полупроводниковые (а также пленочные и смешанные). Различие заключается в том, что гибридные микросхемы используют пленочную технологию (пассивные элементы и проводники представлены как проводящие пленки, а активные элементы как навесные транзисторы и диоды), а полупроводниковые используют активные и пассивные элементы, которые выполнены в объеме и на поверхности кристалла полупроводника. Также допускаются случаи, когда при производстве микросхемы используют обе технологии.
Производство
Производство интегральных микросхем можно поделить на следующие этапы:
Окисление – создание пленки диоксида кремния, которая является отличным диэлектриком, защищающая пластину от воздействия внешней среды
Фотолитография – защита определенных участков пластины. Минимальный размер деталей рисунка - половина длины волны (определяется дифракционным пределом). Электронно-лучевая литография позволяет достигать разрешения в 1 нм благодаря более короткой длине волны электронов по сравнению со светом
Травление – позволяет делать «окна» в пленке, что позволяет получить доступ к поверхности самого кристалла
Диффузия – формирование p- и n- областей на заданных участках полупроводника. Существует также более сложная технологически двухэтапная диффузия. Она позволяет более точно дозировать количество введенных примесей, благодаря чему процесс легче контролировать. Помимо это в конце процесса обрабатываемый участок оказывается покрытым защитной окисной пленкой
Ионное легирование – облучение полупроводниковой пластины ускоренными до определенной скорости ионами примесей. Это хорошо контролируемый процесс
Эпитаксия – процесс ориентированного наращивания путем осаждения при высокой температуре слоя полупроводника на поверхности полупроводниковой пластины
Напыление – создание контактных площадок и проводников
Гибридные интегральные микросхемы (ГИС)
ГИС состоит из изолирующего основания (подложки), на поверхности которого методом напыления через маски или нанесением специальных паст размещены пленочные элементы (резисторы, конденсаторы, индуктивные катушки, проводники). Для защиты ГИС помещают в корпус
Пленочный резистор. Располагается на поверхности диэлектрической подложки. Наносится на нее путем напыления хрома, нихрома или других материалов. Сопротивление такого резистора зависит от материала, толщины напыляемого слоя, геометрических размеров и конфигураций проводящей дорожки
Пленочный конденсатор. Такие конденсаторы относятся к числу наиболее распространенных элементов ГИС. Представляет собой структуру состоящую из 3 слоев (две металлические пленки разделенные пленкой диэлектрика). Характеристики конденсатора определяются свойствами применяемых материалов.
Индуктивная катушка. Изготавливаются в виде пленочных спиралей. Толщина пленочной спирали зависит от рабочей частоты и определяется глубиной проникновения электромагнитной волны в материал пленочного проводника. Для изготовления пленочных спиралей применяют материалы с высокой электропроводностью.
Проводники. Выполняются в виде пленочных дорожек из металлов с высокой удельной электрической проводимостью (алюминия, меди, золота)
ГИС широко используется в аналоговой аппаратуре, благодаря использованию различных навесных компонентов, которые дают высокие схемотехнические возможности. ГИС позволяют реализовать широкий класс функциональных электронных схем – усилителей, преобразователей, коммутаторов, вторичных источников питания, являясь при этом экономически целесообразными в условиях серийного и даже мелкосерийного производства.
ГИС – широко распространенный, постоянно совершенствующийся, развивающийся конструктивно-технологический вариант изготовления изделий микроэлектроники. Создание ГИС – одна из ступеней микроминиатюризации микроэлектронных устройств, комплексов и систем, перспективное направление развития научно-технического прогресса в области микроэлектроники.
Полупроводниковые интегральные микросхемы
Полупроводниковые ИС изготавливаются путем формирования в монокристаллическом теле полупроводника структуры ИС при помощи технологических операций. Создаются различные области, обладающие дырочной (р-область) и электронной (n-область) проводимостями. Плотность упаковки в полупроводниковых интегральных микросхемах доходит даже до нескольких тысяч элементов и более на 1 квадратный мм. Полупроводниковые интегральные микросхемы в сборе помещают в металлический или пластмассовый корпус
Биполярный транзистор. Трехэлектродный полупроводниковый прибор имеющий структуры n-p-n или p-n-p-типа. В биполярном транзисторе, в отличие от других разновидностей, основными носителями являются и электроны, и дырки
Резистор. Это участки полупроводника, легированного примесями методом диффузии. Сопротивление таких резисторов зависит от размеров и формы участка
Конденсатор. Используются обратно-смещенные p-n-переходы. Из-за малой площади p-n-перехода емкость таких конденсаторов обычно не выше нескольких сотен пикофарад.
Индуктивные элементы. Практически не используются из-за большой трудности при изготовлении.
Полупроводниковые интегральные микросхемы являются наиболее распространенным типом интегральных микросхем, обеспечивающих максимальную миниатюризацию и надежность. Они также обладают высоким быстродействием, что позволяет создать высокочастотные усилители и быстродействующие логические микросхемы с временем задержки менее 0,1 нс. При массовом производстве являются наиболее дешевыми. Изготовление сразу большого количества микросхем в едином технологическом цикле позволяет существенно усложнять их схему и увеличивать количество активных и пассивных элементов практически без повышения трудоемкости изготовления. Небольшие партии микросхем выгоднее делать используя гибридную технологию.
Также полупроводниковые интегральные микросхемы могут использовать МДП – транзисторы вместо биполярных. МДП – транзисторы полностью изолированы друг от друга и не требуют специальной изоляции, что значительно повышает плотность расположения элементов на кристалле. Также существует технология, которая позволяет изготавливать на одной пластине полупроводникового материала несколько сотен интегральных схем одновременно. Такая технология получила название планарно-эпитаксиальная.
По своему функциональному назначение интегральные микросхемы делятся на линейно-импульсные и логические. Различие в том, что линейно-импульсные обеспечивают примерно пропорциональную зависимость между входными и выходными сигналами, а логические представляют собой устройства с несколькими входами и выходами, причем входные и выходные напряжения могут принимать лишь определенные значения.